PDMį┤ė┌ļx╔óųŲįņąąśI(y©©)Ą─öĄ(sh©┤)ō■(j©┤)╣▄└ĒŻ¼ę“┤╦Ė³╔├ķL(zh©Żng)ū÷ęįĮY(ji©”)śŗ(g©░u)×ķų„Ą─«a(ch©Żn)ŲĘ├„╝Ü(x©¼)╣▄└ĒŻ¼ī”(du©¼)ė┌ęį┼õĘĮ×ķ║╦ą─Ą─┴„│╠ųŲįņśI(y©©)Ż¼ī”(du©¼)öĄ(sh©┤)ō■(j©┤)Ą─╣▄└Ē▓óĘŪPDM╦∙╔├ķL(zh©Żng)ĪŻĮ³─Ļę╗ą®ć°(gu©«)═ŌPLMÅS╔╠ęč╔µ╝░╚ń╗»ŖyŲĘĪó╩│ŲĘ╣żśI(y©©)Ą╚┴„│╠ųŲįņśI(y©©)Ą─«a(ch©Żn)ŲĘöĄ(sh©┤)ō■(j©┤)╣▄└ĒŻ¼ćLįć╔µ╝░┼õĘĮĄ─╣▄└ĒŻ¼▓ó╚ĪĄ├┴╦ę╗Č©Ą─│╔╣¹Ż¼│╔×ķPLM╩ął÷(ch©Żng)Ą─ą┬ŅI(l©½ng)ė“Ż¼ę²Ų┴╦ÅVĘ║Ą─ĻP(gu©Īn)ūóĪŻ
äx▄ćŲ¼╩ŪŲ¹▄ć┴Ń▓┐╝■«a(ch©Żn)śI(y©©)Ż¼ė╔õō░ÕĪóš│ĮėĖ¶¤ßīė║═─”▓┴ēKśŗ(g©░u)│╔Ż¼Š▀éõļx╔óųŲįņĄ─ę╗ą®╠žš„Ż¼Ą½ę“Ųõ║╦ą─▓┐╝■——Ė¶¤ßīė║═─”▓┴ēKČ╝╩Ū─”▓┴▓─┴ŽŻ¼ę└┐┐įō▓─┴ŽĄ──źōp▀_(d©ó)ĄĮųŲäė(d©░ng)ą¦╣¹Ż¼ę“┤╦▓─┴ŽĄ─┼õĘĮ?j©®ng)QČ©┴╦┴Ń╝■Ą─ąį─▄Ż¼┼õĘĮ│╔×ķ«a(ch©Żn)ŲĘĄ─║╦ą─Ėé(j©¼ng)ĀÄ(zh©źng)┴”ĪŻę╗ą®ERPšōē»¤ßūhī”(du©¼)┼õĘĮĄ─╣▄└ĒĘĮ░ĖŻ¼¤o(w©▓)šō╩Ūīó┼õĘĮū„×ķ╠ōöM╝■Ż¼▀Ć╩Ūīó┼õĘĮ┴Ē═ŌŠÄ┤aŻ¼ū„×ķįŁ┴Žå╬ŲĘ╚ļŽĄĮy(t©»ng)Ż¼Ą½╩Ū═∙═∙«a(ch©Żn)ŲĘŲĘĘN║▄ČÓŻ¼Ģ■(hu©¼)ĮoŽĄĮy(t©»ng)Ģ■(hu©¼)įņ│╔║▄┤¾Ą─žō(f©┤)ō·(d©Īn)ĪŻę“┤╦╚ń║╬ŠÄ┤aęį╝░▀M(j©¼n)ąąBOM╣▄└Ē╩Ū╝╚╩ŪöĄ(sh©┤)ō■(j©┤)╣▄└ĒĄ─ļy³c(di©Żn)Ż¼Ė³╩ŪĻP(gu©Īn)µI³c(di©Żn)ĪŻ
«a(ch©Żn)ŲĘĄ─ā╔ĘNŠÄ┤aęÄ(gu©®)ät
į┌ū÷ą┼Žó╗»Į©įO(sh©©)Ģr(sh©¬)Ż¼ŠÄ┤a╩Ū╗∙ĄA(ch©│)Ż¼ę“«a(ch©Żn)ŲĘŅÉą═▌^ČÓŻ¼Ūęėą▌^ČÓ░ļ│╔ŲĘŻ¼«a(ch©Żn)ŲĘūāĖ³ŅlĘ▒Ż¼ę“┤╦WIT-PDMŽĄĮy(t©»ng)ĮY(ji©”)║Žäx▄ćŲ¼«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)╠ž³c(di©Żn)ķ_(k©Īi)░l(f©Ī)│÷ę╗╠ūŠÄ┤a¾wŽĄŻ¼╣®įO(sh©©)ėŗ(j©¼)▓┐ķT▀M(j©¼n)ąą«a(ch©Żn)ŲĘą═╠¢(h©żo)╝░┼õĘĮą┼Žó▀x┼õ▓┘ū„Ż║
äx▄ćŲ¼«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)╚ńŽ┬Ż║
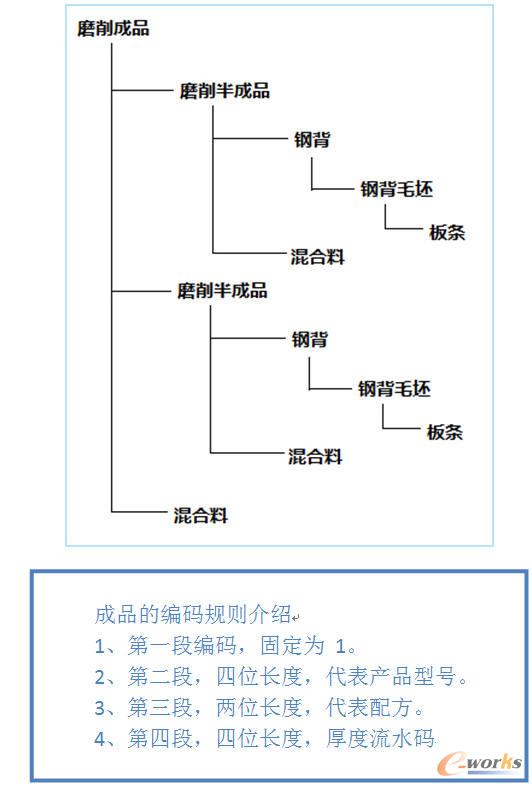
łD1 äx▄ćŲ¼«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)
╚ń│╔ŲĘŠÄ┤a1 2562 89 0001Ż¼1×ķ╣╠Č©ŠÄ┤aŻ¼2562┤·▒Ēäx▄ćŲ¼ą═╠¢(h©żo)Ż¼89ät×ķ┼õĘĮŻ¼─źŽ„│╔ŲĘĄ─║±Č╚╩ŪęįŪ░ø](m©”i)ėąĄ─Ż¼─Ū├┤0001╩ŪŠ═╩Ū╦³Ą─ą┬┴„╦«╠¢(h©żo)ĪŻ
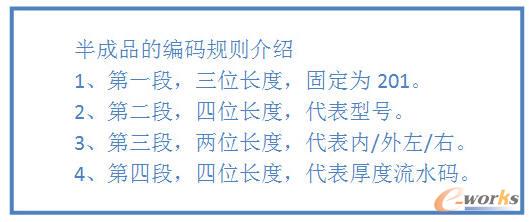
░ļ│╔ŲĘŠÄ┤aęÄ(gu©®)ätŻ║
201 2562 89 0001
łD2 ░ļ│╔ŲĘŠÄ┤aęÄ(gu©®)ät
╚ń░ļ│╔ŲĘŠÄ┤aŻ║201 2562 89 0001Ż¼201×ķ╣╠Č©ŠÄ┤aŻ¼2562 ╩Ū«a(ch©Żn)ŲĘą═╠¢(h©żo)Ż¼89ät┤·▒Ēā╚(n©©i)/═Ōū¾/ėęĄ─ģóöĄ(sh©┤)Ż¼0001ät×ķ║±Č╚┴„╦«╠¢(h©żo)ĪŻ
Į©┴ó▀m║Ž┼õĘĮ╣▄└ĒĄ─BOMŽĄĮy(t©»ng)
ŽĄĮy(t©»ng)ųąßśī”(du©¼)├┐ĘN┼õĘĮČ╝Ģ■(hu©¼)ėąę╗éĆ(g©©)│§╩╝BOMŻ¼│§╩╝BOMųą«a(ch©Żn)ŲĘą═╠¢(h©żo)Īó┼õĘĮĪó║±Č╚╝░BOMĮY(ji©”)śŗ(g©░u)Č╝╣╠Č©Ż¼├┐éĆ(g©©)┼õĘĮ│§╩╝BOMĄ─│╔ŲĘ╝░░ļ│╔ŲĘ║±Č╚┴„╦«┤a×ķ0001Ż¼ė├æ¶ąĶę¬╩╣ė├įō┼õĘĮĢr(sh©¬)Ż¼į┌│§╩╝BOM╗∙ĄA(ch©│)╔Ž▀M(j©¼n)ąą▀x┼õĪŻę“┤╦├µī”(du©¼)ą┬Ą─ėåå╬Ż¼ė├æ¶į┌╩╣ė├ŽĄĮy(t©»ng)Ģr(sh©¬)Ż¼╩ūŽ╚ę¬┤_Č©įōėåå╬Ą─┼õĘĮį┌ŽĄĮy(t©»ng)ųą╩ŪʱęčĮø(j©®ng)┤µį┌Ż¼╚ń╣¹ėą─Ū├┤ų▒Įėę²ė├įō┼õĘĮĄ─BOMą┼ŽóŻ¼╚ń╣¹▓╗┤µį┌ätę└ō■(j©┤)ėåå╬ę¬Ū¾ī”(du©¼)«a(ch©Żn)ŲĘ╝░┼õĘĮą┼Žó▀M(j©¼n)ąą▀x┼õĪŻ
įO(sh©©)ėŗ(j©¼)╚╦åTį┌▀x┼õĢr(sh©¬)Ż¼▀xō±ę╗éĆ(g©©)ęčĮø(j©®ng)┤µį┌Ą─įO(sh©©)ėŗ(j©¼)BOMŻ©╝┤│§╩╝BOMŻ®Ż¼╚╗║¾▀xō±ą═╠¢(h©żo)Īó┼õĘĮĪó║±Č╚Ż©ąĶę¬╠Ņīæ(xi©¦)Ż®ą┼ŽóŻ¼ŽĄĮy(t©»ng)ę└šš│╔ŲĘ╝░░ļ│╔ŲĘŠÄ┤aęÄ(gu©®)ät╔·│╔ą┬Ą─╬’┴ŽŠÄ┤a▓óĮ©┴ó«a(ch©Żn)ŲĘėåå╬BOMĪŻ
╔·│╔BOMĮY(ji©”)śŗ(g©░u)Ą─ĘĮ╩Įų„ę¬Ė∙ō■(j©┤)ą═╠¢(h©żo)Īó┼õĘĮ╔·│╔ą┬Ą─«a(ch©Żn)ŲĘBOMĪŻ▀x┼õĮń├µ╚ńŽ┬łD╦∙╩ŠŻ║
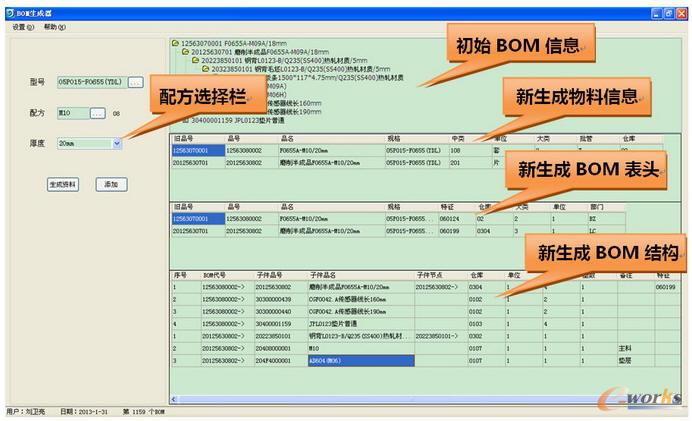
łD3 ▀x┼õĮń├µ
ė├æ¶į┌▀M(j©¼n)ąą┼õĘĮ▀x┼õĢr(sh©¬)Ż¼╩ūŽ╚▀xō±«a(ch©Żn)ŲĘą═╠¢(h©żo)Ż¼ŽĄĮy(t©»ng)Ģ■(hu©¼)ūįäė(d©░ng)Ė∙ō■(j©┤)«a(ch©Żn)ŲĘą═╠¢(h©żo)Ż¼Č©╬╗äx▄ćŲ¼│╔ŲĘą┼ŽóŻ¼▓óūįäė(d©░ng)╠ß╚ĪBOMĮY(ji©”)śŗ(g©░u)Ż¼į┌│§╩╝BOMĮY(ji©”)śŗ(g©░u)Įń├µ’@╩ŠĪŻ│§╩╝BOMą┼Žó┤_Č©ų«║¾Ż¼ė├æ¶Ė∙ō■(j©┤)ėåå╬ę¬Ū¾▀xō±┼õĘĮŻ¼į┌┼õĘĮ▀xō±Ö┌ųą½@╚ĪŽĄĮy(t©»ng)ųąĄ─ęč┤µį┌Ą─┼õĘĮą┼Žó▀M(j©¼n)ąą▀xō±Ż¼▓óį┌║±Č╚Ö┌ųą▌ö╚ļ│╔ŲĘ║±Č╚ĪŻį┌╦∙ėą▓┘ū„═Ļ│╔ų«║¾Ż¼³c(di©Żn)ō¶╬’┴ŽŻ¼ŽĄĮy(t©»ng)Ģ■(hu©¼)Ė∙ō■(j©┤)«a(ch©Żn)ŲĘą═╠¢(h©żo)Īó┼õĘĮ╝░║±Č╚ą┼ŽóŻ¼░┤ššĮ„Ķ„ļ│╔ŲĘ╝░░ļ│╔ŲĘŠÄ┤aęÄ(gu©®)ätŻ¼╔·│╔ą┬Ą─│╔ŲĘ╝░░ļ│╔ŲĘ╬’┴ŽŠÄ┤aŻ¼▓óÅ═(f©┤)ųŲ╬’┴Žī┘ąįą┼ŽóĪŻ═¼Ģr(sh©¬)Ż¼ŽĄĮy(t©»ng)Ģ■(hu©¼)į┌┼õĘĮ┘Yį┤Äņ(k©┤)ųą╠ß╚Īįō┼õ«ö(d©Īng)ī”(du©¼)æ¬(y©®ng)Ą─╗ņ║Ž┴ŽŻ©äx▄ć▒P(p©ón)Ą─ų„┴Ž┼cē|īėŻ®ą┼ŽóŻ¼▓ó╠µōQ│§╩╝BOMĮY(ji©”)śŗ(g©░u)ųąī”(du©¼)æ¬(y©®ng)Ą─ų„┴Ž╝░ē|īėŻ¼╦∙ėąą┼ŽóČ╝½@╚Īų«║¾Ż¼ŽĄĮy(t©»ng)ūįäė(d©░ng)╔·│╔ą┬äx▄ć▒P(p©ón)│╔ŲĘBOMĮY(ji©”)śŗ(g©░u)Ż¼▓óŠSūo(h©┤)ų┴PDMŽĄĮy(t©»ng)ųąĪŻPDMųąą┬╔·│╔Ą─┼õĘĮBOMą┼ŽóŻ¼ąĶę¬═¼▓Įų┴ERPŽĄĮy(t©»ng)ųąŻ¼ųĖī¦(d©Żo)Ž┬ė╬śI(y©©)äš(w©┤)▓┐ķT╔·«a(ch©Żn)ĪŻ
ĮY(ji©”)║Ž┼õĘĮBOM┼·┴┐äō(chu©żng)Į©¤ßē║╣ż╦ć┐©
ČÓŲĘĘNąĪ┼·┴┐Ą─įO(sh©©)ėŗ(j©¼)╔·«a(ch©Żn)─Ż╩Įūį╚╗ī¦(d©Żo)ų┬«a(ch©Żn)ŲĘįO(sh©©)ėŗ(j©¼)ūāĖ³ŅlĘ▒Ż¼─Ū├┤Ž┬ė╬¤ßē║╣ż╦ć▓┐Ą─╣ż╦ć┐©▒ž╚╗ŅlĘ▒ūāĖ³ĪŻ
¤ßē║╣ż╦ć┐©ŠÄųŲų„ę¬ęįŽ┬ā╚(n©©i)╚▌Ż║įO(sh©©)éõ├¹ĘQĪó─ŻŠ▀├¹ĘQĪóų„┴ŽŠÄ╠¢(h©żo)Ż©Å─┼õĘĮBOMĮY(ji©”)śŗ(g©░u)ųą½@╚ĪŻ®Īóē|īėŠÄ╠¢(h©żo)Ż©Å─┼õĘĮBOMĮY(ji©”)śŗ(g©░u)ųą½@╚ĪŻ®Īó┼õĘĮų„═Č┴Ž┴┐Ż©BOMĮY(ji©”)śŗ(g©░u)ųąų„┴Ž═Č┴Ž┴┐Ż®Īó┼õĘĮē|īė═Č┴Ž┴┐Ż©BOMĮY(ji©”)śŗ(g©░u)ųąē|īė═Č┴Ž┴┐Ż®ĪóŽĄĮy(t©»ng)ē║┴”ĪŻę“╔Žė╬┼õĘĮBOMųąęčėąę╗ą®╦∙ąĶą┼ŽóŻ¼ę“┤╦╣ż╦ć┐©ę└ō■(j©┤)┼õĘĮBOM┐╔╠ß╚ĪųTČÓĻP(gu©Īn)µIą┼ŽóŻ¼└^Č°╔·│╔ą┬Ą─¤ßē║╣ż╦ć┐©ĪŻ
¤ßē║╣ż╦ć┐©äō(chu©żng)Į©į┌░ļ│╔ŲĘ╣ż╦ćBOM╣Ø(ji©”)³c(di©Żn)Ž┬Ż¼ė╔ė┌BOMĮY(ji©”)śŗ(g©░u)╣╠Č©Ż¼į┌äō(chu©żng)Į©¤ßē║╣ż╦ć┐©Ģr(sh©¬)Ż¼ų▒ĮėÅ─BOMĮY(ji©”)╣¹ųą½@╚Ī╗ņ║Ž┴Žą┼ŽóŻ©░³└©ų„┴ŽĪóē|īėŻ®Ż¼▓óį┌░ļ│╔ŲĘī┘ąįųą½@╚Ī║±Č╚Īóõō▒│║±Č╚Ą╚ą┼ŽóŻ¼ė├ė┌ėŗ(j©¼)╦Ńų„═Č┴Ž┴┐Īóē|īė═Č┴Ž┴┐ĪóŽĄĮy(t©»ng)ē║┴”Ą╚ą┼ŽóŻ¼▓óūįäė(d©░ng)╔·│╔╣ż╦ć┐©Ų¼ĪŻ═©▀^(gu©░)▀@ĘNĘĮ╩Įäō(chu©żng)Į©¤ßē║╣ż╦ć┐©▓╗āH│÷Õe(cu©░)╔┘Ż¼Č°Ū깦┬╩Ė▀Ż¼▓╗Ģ■(hu©¼)ę“?y©żn)ķŅlĘ▒ūāĖ³ī¦(d©Żo)ų┬│÷Õe(cu©░)╝░═ŽčėĪŻ═©▀^(gu©░)PDMŽĄĮy(t©»ng)ī”(du©¼)öĄ(sh©┤)ō■(j©┤)Įy(t©»ng)ę╗╣▄└ĒŻ¼ę▓£p╔┘┴╦▓┐ķTų▒ĮėĄ─Į╗╗źŻ¼Įy(t©»ng)ę╗┴╦╔ŽŽ┬ė╬▓┐ķTų«ķgĄ─öĄ(sh©┤)ō■(j©┤)į┤Ż¼╠ßĖ▀┴╦╣ż╦ćįO(sh©©)ėŗ(j©¼)ą¦┬╩ĪŻ
łD4 ¤ßē║╣ż╦ć┐©
╩╣ė├PDM/CAPPę╗¾w╗»Ą─«a(ch©Żn)ŲĘčą░l(f©Ī)╣▄└ĒŽĄĮy(t©»ng)Ż¼═©▀^(gu©░)ī”(du©¼)ŠÄ┤aĪóCAD╝»│╔ĪółD╬─ÖnĪóBOMĪó╣żū„┴„Ą╚╣▄└ĒŻ¼╣▄└ĒŲõ«a(ch©Żn)ŲĘĮY(ji©”)śŗ(g©░u)Īó«a(ch©Żn)ŲĘ┼õĘĮŻ¼▓ó═©▀^(gu©░)┼c╠ņą─ERPĄ─╝»│╔Ż¼┤“═©┴╦ī”(du©¼)«a(ch©Żn)ŲĘėąĻP(gu©Īn)Ą─öĄ(sh©┤)ō■(j©┤)┴„Ż¼×ķŲ¾śI(y©©)Ą─╚½├µöĄ(sh©┤)ūų╗»╣▄└ĒĮ©įņ┴╦╗∙ĄA(ch©│)ŲĮ┼_(t©ói)ĪŻ3000éĆ(g©©)«a(ch©Żn)ŲĘŅÉą═┐╔─▄▓ó▓╗╩ŪūŅČÓĄ─Ż¼Ą½╩ŪŲõį┌┼õĘĮĪóŠÄ┤aĪóBOMĪó╣ż╦ć┐©Ų¼╠Ä└ĒĘĮ├µĄ─ę╗ą®Įø(j©®ng)“×(y©żn)┐╔╣®═¼ŅÉą═Ų¾śI(y©©)ģó┐╝ĪŻŲ¾śI(y©©)ą┼Žó╗»ø](m©”i)ėąĮy(t©»ng)ę╗┬ĘÅĮŻ¼╬©ėą┐═ė^Ęų╬÷ūį╔ĒśI(y©©)äš(w©┤)Ż¼äš(w©┤)īŹ(sh©¬)Ą─ųŲČ©ĮŌøQ▐kĘ©Ż¼├┐ę╗éĆ(g©©)Ų¾śI(y©©)Č╝┐╔ęį╩Ūą┼Žó╗»│╔╣”╩▄굚▀ĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.lukmueng.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║Å─äx▄ćŲ¼öĄ(sh©┤)ō■(j©┤)╣▄└Ē┐┤PDM╣▄└Ē┼õĘĮ
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.lukmueng.com/html/solutions/14019315557.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I")
æ(zh©żn)┬į║Žū„")