蹊┐?j©®)╔Ĺ▄ć┼e╔²ķT(m©”n)’Ś░ÕĄ─ūāą╬┌ģä▌(sh©¼)Ż¼▀\(y©┤n)ė├Ė─ūā«a(ch©Żn)ŲĘŠų▓┐┴Ž║±Ą─ūā▒┌║±╝╝ąg(sh©┤)Ż¼▓ó═©▀^(gu©░)CAE▄ø╝■Ą──Ż┴„Ęų╬÷üĒ(l©ói)ā×(y©Łu)╗»įO(sh©©)ėŗ(j©¼)Ż¼Å─Č°£pąĪ┼e╔²ķT(m©”n)’Ś░ÕĄ─ūāą╬┴┐╗“š▀┐žųŲŲõūāą╬ĘĮŽ“ĪŻ
ļSų°Ų¹▄ć╣żśI(y©©)Ą─’w╦┘░l(f©Ī)š╣Ż¼│╦ė├▄ćĄ─ĘNŅÉ║═┐Ņ╩ĮįĮüĒ(l©ói)įĮČÓĪŻ┴Ē═ŌŻ¼ļSų°╔·╗Ņ╦«ŲĮĄ─╠ßĖ▀Ż¼Ž¹┘M(f©©i)š▀ī”(du©¼)Ų¹▄ćā╚(n©©i)’ŚĄ─ę¬Ū¾ę▓įĮüĒ(l©ói)įĮ╠¶╠▐Īó┐┴┐╠ĪŻā╚(n©©i)’Ś╝■╩Ū║═│╦┐═ūŅĮø(j©®ng)│ŻĮėė|╗“š▀├µī”(du©¼)Ą─┴Ń╝■Ż¼Š∙ä“ŪĪ«ö(d©Īng)?sh©┤)─ķgŽČ║═├µ▓ŅĢ■(hu©¼)Įo│╦┐═┴╝║├Ą─Ėąų¬┘|(zh©¼)┴┐Ż¼▓ó╠ßĖ▀«a(ch©Żn)ŲĘĖé(j©¼ng)ĀÄ(zh©źng)┴”ĪŻ
ā╔Ĺ▄ć┼e╔²ķT(m©”n)’Ś░Õ▓╝ų├į┌┼e╔²ķT(m©”n)Ą─▄ćā╚(n©©i)Īó║¾’L(f©źng)┤░▓Ż┴¦Ž┬ĘĮŻ¼Ųõų„ę¬╣”─▄╩Ūčb’Śū„ė├ĪŻį┌╩╣ė├▀^(gu©░)│╠ųąŻ¼┼e╔²ķT(m©”n)’Ś░Õ┼c░ÕĮĪó║¾’L(f©źng)┤░▓Ż┴¦║┌▀ģĄ─ķgŽČ╝░├µ▓Ņėąć└(y©ón)Ė±Ą─ę¬Ū¾ĪŻ
┼e╔²ķT(m©”n)’Ś░ÕĄ─ą╬ĀŅŅÉ╦Ų║ąą╬┴Ń╝■Ż©ęŖ(ji©żn)łD1Ż¼Ųõ×ķ─│▄ćą═Ą─┼e╔²ķT(m©”n)’Ś░ÕŻ®Ż¼į┌ŲõįO(sh©©)ėŗ(j©¼)║═ķ_(k©Īi)░l(f©Ī)▀^(gu©░)│╠ųąŻ¼ūŅ│ŻęŖ(ji©żn)Ą─å¢(w©©n)Ņ}╩ŪķgŽČ├µ▓Ņ▓╗Š∙ä“Ż¼ī¦(d©Żo)ų┬▀@ĘNå¢(w©©n)Ņ}Ą─Ė∙▒ŠįŁę“╩Ū«a(ch©Żn)ŲĘ│╔ą╬║¾░l(f©Ī)╔·┬NŪ·ūāą╬ĪŻ│Żė├Ą─┤ļ╩®╩Ūį┌─ŻŠ▀įO(sh©©)ėŗ(j©¼)ų«│§Ż¼═©▀^(gu©░)š{(di©żo)š¹Ø▓┐┌╬╗ų├Īóš{(di©żo)š¹╦«┬ĘüĒ(l©ói)ā×(y©Łu)╗»─ŻŠ▀Ż¼į┌─ŻŠ▀įO(sh©©)ėŗ(j©¼)═Ļ│╔ų«║¾Ż¼═©▀^(gu©░)š{(di©żo)š¹ūó╦▄╣ż╦毩▒╚╚ńŻ║▒Żē║Ģr(sh©¬)ķgĪó─Ż£žĪóūó╦▄ē║┴”║═Ø▓┐┌▀M(j©¼n)─zĒśą“Ą╚Ż®üĒ(l©ói)┐žųŲūāą╬ĪŻĄ½▀@ĘNĘĮĘ©į┌─ŻŠ▀╝ė╣ż═Ļ│╔ų«║¾Ż¼ī”(du©¼)┴Ń╝■ūāą╬┴┐Ą─š{(di©żo)š¹ĘŪ│ŻėąŽ▐Ż¼║▄ļy╩╣┴Ń╝■Ę¹║ŽÖzŠ▀Ą─ę¬Ū¾ĪŻ
łD1 ─│▄ćą═Ą─┼e╔²ķT(m©”n)’Ś░Õ
═©▀^(gu©░)ī”(du©¼)┴Ń╝■ūāą╬Ą─蹊┐░l(f©Ī)¼F(xi©żn)Ż¼įōŅÉ┴Ń╝■Ą─▒┌║±╩ŪʱŠ∙ä“?q©▒)”Ųõūó╦▄│╔ą╬║¾Ą─ūāą╬Ż¼ėą’@ų°Ą─ė░ĒæĪŻę“┤╦Ż¼ĮĶų·ė┌CAE▄ø╝■MoldFlow▀M(j©¼n)ąą─Ż┴„Ęų╬÷Ż¼░l(f©Ī)¼F(xi©żn)į┌įO(sh©©)ėŗ(j©¼)Ģr(sh©¬)▀\(y©┤n)ė├ūā▒┌║±Ą─╝╝ąg(sh©┤)ĘĮ░ĖŻ¼┐╔£pąĪįōŅÉ┴Ń╝■Ą─ūāą╬┴┐Ż¼╗“╩╣Ųõ│»ī”(du©¼)«a(ch©Żn)ŲĘėą└¹Ą─ĘĮŽ“ūāą╬ĪŻ▓óŪęŻ¼į┌─ŻŠ▀╝ė╣ż═Ļ│╔ų«║¾Ż¼┐╔ī”(du©¼)─ŻŠ▀ūā▒┌║±╬╗ų├Ą─┴Ž║±▀M(j©¼n)ąąš{(di©żo)š¹Ż¼┐╔╩╣įōŅÉ┴Ń╝■Ą─ūāą╬┴┐£pąĪĪŻ
╝╝ąg(sh©┤)ĘĮ░Ė
1.┼e╔²ķT(m©”n)’Ś░ÕĄ─ūāą╬┴┐CAEĘų╬÷
─│▄ćą═Ą─┼e╔²ķT(m©”n)’Ś░ÕŻ¼įō┴Ń╝■Ą─│▀┤ń×ķ1040mm×400mm×250mmŻ¼┴Ń╝■▒┌║±Š∙ä“?y©żn)?.5mmĪŻ═©▀^(gu©░)CAE▄ø╝■Ą──Ż┴„Ęų╬÷░l(f©Ī)¼F(xi©żn)Ż¼įō┼e╔²ķT(m©”n)’Ś░ÕĄ─╔Ž▓┐?j©®)╔ĮŪ╠ÄĄ─┬NŪ·ūāą╬┴┐ĘŪ│Ż┤¾Ż¼ŠC║Žūāą╬Ą─ūŅ┤¾ūāą╬┴┐▀_(d©ó)ĄĮ11.81mmŻ©ęŖ(ji©żn)łD2Ż¼įōūāą╬öĄ(sh©┤)ō■(j©┤)×ķĘ┼┤¾5▒Č║¾Ą─ĮY(ji©”)╣¹Ż¼ęįŽ┬ŽÓ═¼Ż®ĪŻ╠žäe╩Ūā╔ĮŪ╠ÄĄ─YĘĮŽ“ūāą╬┴┐Ż¼ūŅ┤¾▀_(d©ó)ĄĮ11.42mmĪŻYĘĮŽ“╚ń┤╦┤¾Ą─ūāą╬┴┐Ż¼į┌Ųõčb╔Ž▄ćų«║¾Ż¼┼c┼e╔²ķT(m©”n)é╚(c©©)’Ś░Õ┼õ║ŽĢr(sh©¬)Ż¼Ģ■(hu©¼)│÷¼F(xi©żn)┼c┼e╔²ķT(m©”n)╔Ž’Ś░ÕķgŽČ┤¾Īó┼c░ÕĮķgŽČ┤¾Ą╚å¢(w©©n)Ņ}ĪŻ
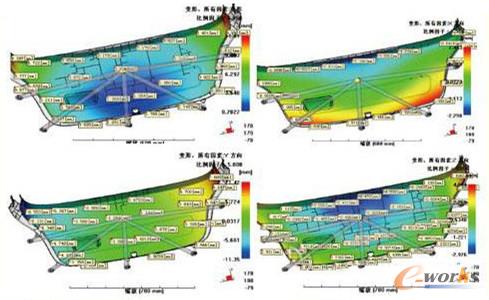
łD2 │§╩╝ĘĮ░Ė─Ż┴„Ęų╬÷ĮY(ji©”)╣¹
2.┼e╔²ķT(m©”n)’Ś░ÕĄ─ā×(y©Łu)╗»
Ż©1Ż®ĘĮ░Ė1╩Ūį┌┼e╔²ķT(m©”n)╔Ž’Ś░ÕĄ─łAĮŪ╠Ä▀M(j©¼n)ąą╚§╗»╠Ä└ĒŻ©╚ńłD3╦∙╩ŠŻ®
ó┘īółAĮŪ╠ÄĄ─▒┌║±£pąĪ0.5mmŻ╗
ó┌╔Ž▓┐ĘŁ▀ģĄ─┴Ž║±į÷╝ė0.5mmŻ╗
ó█į┌╚§╗»ģ^(q©▒)ė“Ą─╔Ž▓┐║═Ž┬▓┐Š∙ū÷10mmīÆĄ─▀^(gu©░)Č╔ģ^(q©▒)ė“Ż¼╝┤Ż║╔Ž▓┐ė╔2.0mm▀^(gu©░)Č╔ĄĮ3.0mmŻ¼Ž┬▓┐ė╔2.0mm▀^(gu©░)Č╔ĄĮ2.5mmĪŻ
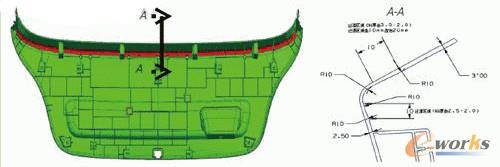
łD3 ūā▒┌║±ĘĮ░Ė1
Ż©2Ż®ĘĮ░Ė2╩Ūį┌ĘĮ░Ė1Ą─╗∙ĄA(ch©│)╔Ž▀M(j©¼n)ąąā×(y©Łu)╗»Ż©╚ńłD4╦∙╩ŠŻ®
ó┘łAĮŪĄ─╔Ž▓┐▀^(gu©░)Č╔ģ^(q©▒)ė“(┴Ž║±ė╔2.0mm▀^(gu©░)Č╔ĄĮ3.0mmĄ─ģ^(q©▒)ė“)īÆČ╚ė╔10mmĖ─×ķ20mmŻ╗
ó┌╚§╗»ģ^(q©▒)ė“Ą─ā╔Č╦▀M(j©¼n)ąąā×(y©Łu)╗»Ż¼Ė─×ķłD4╦∙╩ŠĄ─╦{(l©ón)╔½łD┐“ģ^(q©▒)ė“Ż╗
ó█╦{(l©ón)╔½łD┐“ā╚(n©©i)Ą─┴Ž║±ė╔2.5mm╚§╗»×ķ2.0mmŻ¼īÆČ╚×ķ3.0mmŻ¼Ųõ╚§╗»▓█Ą─ā╔é╚(c©©)┴Ž║±ė╔2.0mm▀^(gu©░)Č╔×ķ2.5mmŻ¼ŲõīÆČ╚×ķ5mmĪŻ
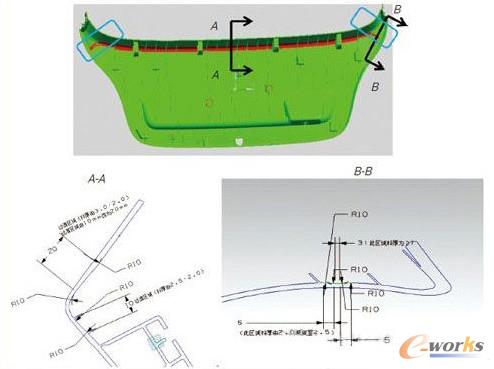
łD4 ūā▒┌║±ĘĮ░Ė2
3.ā×(y©Łu)╗»Ū░║¾Ą──Ż┴„Ęų╬÷ĮY(ji©”)╣¹ī”(du©¼)▒╚
═©▀^(gu©░)CAEĄ──Ż┴„Ęų╬÷┐╔┐┤│÷┬NŪ·ūāą╬┴┐Ż©įōūāą╬┴┐×ķĘ┼┤¾5▒ČĄ─ĮY(ji©”)╣¹Ż¼ęįŽ┬ŽÓ═¼Ż®Ż║ĘĮ░Ė1Ą─ŠC║Žūāą╬┴┐ė╔11.81mmĮĄĄ═ų┴8.492mmŻ¼YĘĮŽ“Ą─ūāą╬┴┐ė╔11.42mmĮĄĄ═ų┴8.108mmŻ╗ĘĮ░Ė2Ą─ŠC║Žūāą╬┴┐Ž┬ĮĄų┴7.242mmŻ¼YĘĮŽ“Ą─ūāą╬┴┐Ž┬ĮĄų┴6.968mmĪŻ
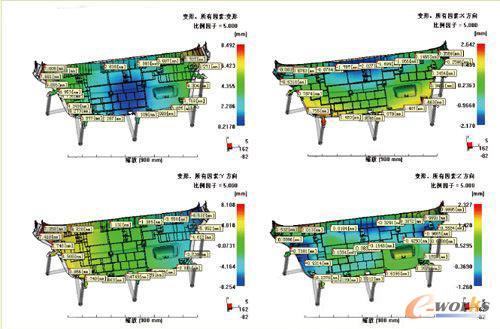
łD5 ĘĮ░Ė1Ą──Ż┴„Ęų╬÷ĮY(ji©”)╣¹
┴Ē═ŌŻ¼ĘĮ░Ė1ųąĄ─XĘĮŽ“ūāą╬┴┐Ż¼į┌ā╔Č╦╠ÄėąŽ“▓Ż┴¦║┌▀ģŠĆūāą╬Ą─┌ģä▌(sh©¼)Ż©╚ńłD5ųąĄ─š²ųĄ0.6763mm║═0.3569mmŻ®Ż¼▀@į┌īŹ(sh©¬)ļHčb▄ćĢr(sh©¬)Ż¼▓╗└¹ė┌┼e╔²ķT(m©”n)’Ś░Õ┼c║¾’L(f©źng)┤░▓Ż┴¦Ą─║┌▀ģŠĆŲź┼õĪŻį┌ĘĮ░Ė2ųąŻ¼įō╠ÄĄ─ūāą╬┌ģä▌(sh©¼)ė╔š²ųĄŠ∙ūā?y©Łu)ķž?f©┤)ųĄŻ©╚ńłD6ųąĄ─-0.5735mm║═-0.3963mmŻ®Ż¼▀@śėŻ¼┼e╔²ķT(m©”n)’Ś░ÕĄ─ūāą╬┌ģä▌(sh©¼)╩Ū▀h(yu©Żn)ļx║¾’L(f©źng)┤░▓Ż┴¦Ą─║┌▀ģŠĆŻ¼Ž“░ÕĮĄ─ĘŁ▀ģÅØŪ·Ż¼┐╔═©▀^(gu©░)į┌┼e╔²ķT(m©”n)’Ś░Õ▒│├µĄ─ų¦ō╬ĮŅĄ─Ė▀Č╚üĒ(l©ói)š{(di©żo)╣Ø(ji©”)Ųõūāą╬┴┐Ż¼└¹ė┌┐žųŲūāą╬ĪŻ
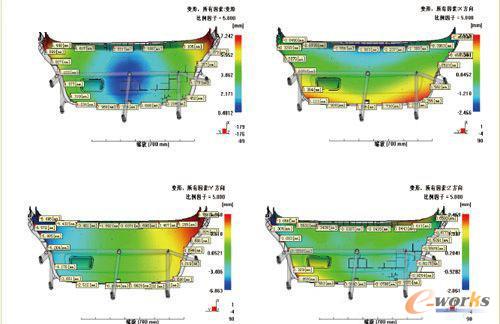
łD6 ĘĮ░Ė2Ą──Ż┴„Ęų╬÷ĮY(ji©”)╣¹
į┘š▀Ż¼ĻP(gu©Īn)ė┌┬NŪ·ūāą╬Ą─CAE─Ż┴„Ęų╬÷Ż¼ŲõĘų╬÷│÷Ą─┬NŪ·ūāą╬öĄ(sh©┤)ųĄ▓ó▓╗ę╗Č©£╩(zh©│n)┤_Ż¼Ą½Ųõūāą╬┌ģä▌(sh©¼)ģs╩Ū£╩(zh©│n)┤_Ą─ĪŻę“┤╦Ż¼į┌«a(ch©Żn)ŲĘįćųŲ│÷üĒ(l©ói)║¾Ż¼═©▀^(gu©░)ÖzŠ▀üĒ(l©ói)Öz£y(c©©)Ųõūāą╬┴┐öĄ(sh©┤)ųĄŻ¼╚ń╣¹ūāą╬öĄ(sh©┤)ųĄ▀^(gu©░)┤¾Ż¼┐╔į┌─ŻŠ▀╔Ž┤“─źäė(d©░ng)─Żūā▒┌║±ģ^(q©▒)ė“Ż¼š{(di©żo)š¹ūā▒┌║±╠Ä┴Ž║±Ż¼Å─Č°┐╔ī”(du©¼)ūāą╬┴┐▀M(j©¼n)ąąš{(di©żo)š¹Ż¼╩╣ų«Ę¹║ŽÖzŠ▀ĪŻ
┐éĮY(ji©”)
└¹ė├ūā▒┌║±╝╝ąg(sh©┤)ĘĮ░ĖŻ¼┐╔ĮŌøQ┼e╔²ķT(m©”n)’Ś░ÕĄ─ūāą╬Ż¼ę▓┐╔ęįĮŌøQŅÉ╦Ų║ąą╬┴Ń╝■Ą─ūāą╬Ż¼▒╚╚ńŪ░Īó║¾ķT(m©”n)’Ś░ÕŻ¼Ųõ─ŻŠ▀╔ŽĄ─ūā▒┌║±Ą─╬╗ų├Ż¼ę▓ŽÓ«ö(d©Īng)ė┌ŅA(y©┤)┴¶┴╦š{(di©żo)š¹▒┌║±Ą─ėÓ┴┐Ż¼×ķ║¾Ų┌ą▐Ė─╠ß╣®┴╦ĘĮ▒ŃŻ¼╣Ø(ji©”)╝są▐─ŻĄ─┘M(f©©i)ė├ĪŻĮĶų·ė┌CAE╝╝ąg(sh©┤)Ż¼ī”(du©¼)ūāą╬┴┐║═ūāą╬┌ģä▌(sh©¼)▀M(j©¼n)ąąĘų╬÷Ż¼┐╔┤¾┤¾ĮĄĄ═ķ_(k©Īi)░l(f©Ī)ų▄Ų┌Ż¼Å─Č°ĮĄĄ═ķ_(k©Īi)░l(f©Ī)│╔▒ŠĪŻ
║╦ą─ĻP(gu©Īn)ūóŻ║═ž▓ĮERPŽĄĮy(t©»ng)ŲĮ┼_(t©ói)╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śI(y©©)äš(w©┤)ŅI(l©½ng)ė“ĪóąąśI(y©©)æ¬(y©®ng)ė├Ż¼╠N(y©┤n)║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śI(y©©)äš(w©┤)╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬(y©®ng)µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśI(y©©)äš(w©┤)ŅI(l©½ng)ė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śI(y©©)ĻP(gu©Īn)ūóERP╣▄└ĒŽĄĮy(t©»ng)Ą─║╦ą─ŅI(l©½ng)ė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śI(y©©)ą┼Žó╗»Į©įO(sh©©)╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D(zhu©Żn)▌dšł(q©½ng)ūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠW(w©Żng)http://m.lukmueng.com/
▒Š╬─ś╦(bi©Īo)Ņ}Ż║┼e╔²ķT(m©”n)’Ś░ÕĘ└ūāą╬Ą─ūā▒┌║±įO(sh©©)ėŗ(j©¼)
▒Š╬─ŠW(w©Żng)ųĘŻ║http://m.lukmueng.com/html/solutions/14019319313.html



▀xą═ųąą─")
¾w“×(y©żn)ųąą─")
«a(ch©Żn)ŲĘ┘Å(g©░u)┘I(m©Żi)")
æ(zh©żn)┬į║Žū„")