Ė┼╩÷
ÕüĀtųŲĘ█ŽĄĮy×ķžōē║╩ĮųŲĘ█ŽĄĮyŻ¼┼õéõ2┼_ųąā”╩ĮõōŪ“─ź├║ÖCŻ¼ūįÖCĮM═Č«aęįüĒŻ¼ŲõųŲĘ█ŽĄĮyę╗ų▒×ķ╩ųäė▓┘ū„Ż¼Įo├║┴┐ęį╝░─ź├║ÖC╚ļ┐┌└õ’Lō§░ÕĪó¤ß’Lō§░Õķ_Č╚Š∙×ķ╩ųäėš{š¹ĪŻ
×ķ┴╦╠ßĖ▀ÖCĮMūįäė═Č╚ļ┬╩Ż¼Ž╚║¾ī”ųŲĘ█ŽĄĮy┐žųŲĘĮ╩Į▀Mąą┴╦ČÓ┤╬Ė─▀MŻ¼└²╚ńŻ¼×ķ┴╦┐╦Ę■─ź├║ÖC│÷┐┌£žČ╚┼c╚ļ┐┌žōē║┐žųŲŽÓ╗źė░ĒæĄ─å¢Ņ}Ż¼▓╔ė├ėŗ╦ŃÖCĮŌ±Ņ┐žųŲĘĮ░ĖŻ¼ė╔ė┌ø]ėą═Ļ╔ŲĄ──ź├║ÖCžō║╔ūįäė┐žųŲŽĄĮyŻ¼═Č╚ļą¦╣¹▓╗║├Ż╗×ķ┴╦═Ļ╔Ų─ź├║ÖCžō║╔ūįäė┐žųŲŽĄĮyŻ¼╝ėčb─ź├║ÖC┴Ž╬╗┐žųŲŽĄĮyŻ¼ę¶Ņlé„ĖąŲ„į┌Ė▀┴Ž╬╗ĢrŻ¼Ėą£y┬Ģę¶▓╗ņ`├¶Ż¼┤µį┌▌^┤¾▀tčėŻ¼║▄ļy═Č╚ļūįäė┐žųŲĘĮ╩ĮĪŻ
ļSų°ÖCĮMDCSĖ─įņŻ¼═Ļ╔ŲIAŻ¦SŽĄĮyė▓╝■śŗ│╔Ż¼▀MąąŽĄĮy╔²╝ēŻ¼─ź├║ÖC│÷┐┌£žČ╚┐žųŲ┼c╚ļ┐┌žōē║┐žųŲĘĮ░Ė╚ńłD1ĪŻįōĘĮ░Ėļm╚╗═©▀^║»öĄPT_TE_FXŻ¼┐╝æ]┴╦│÷┐┌£žČ╚┐žųŲ┼c╚ļ┐┌žōē║┐žųŲĄ─ĮŌ±ŅĻPŽĄŻ¼═Č╚ļūįäė┐žųŲĘĮ╩Įęį║¾Ż¼▀\ąąĘ┤ė│ą¦╣¹▓╗║├ĪŻ
(a) PULV_A┐žųŲ╣”─▄
(b) PULVA_LGIC┐žųŲ▀ē▌ŗ
łD1 ─ź├║ÖC¤ß’Lō§░Õ
1 ┤µį┌å¢Ņ}
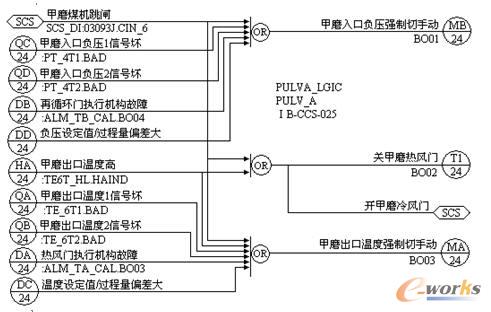
ųŲĘ█ŽĄĮy▓╗─▄ē“═Č╚ļūįäėĘĮ╩ĮŻ¼┤µį┌ęįŽ┬▒ūČ╦Ż¼1Ż®▀\ąą╚╦åTąĶę¬Ģr┐╠▒OęĢ─ź├║ÖC▓Ņē║Īó│÷┐┌£žČ╚ĪóļŖ┴„Ą╚ģóöĄŻ¼▒OęĢ▓┘ū„ÅŖČ╚┤¾Ż¼2Ż®¤o─ź├║ÖC┴Ž╬╗▒OęĢ╩ųČ╬Ż¼─ź├║ÖC│÷╚ļ┐┌▓Ņē║ī”─ź├║ÖCā╚▓┐šµīŹ┴Ž╬╗ŪķørĘ┤ė│▓╗ņ`├¶Ż¼▀\ąą╚╦åTāHāHæ{ĮĶĮø“ׯ¼┤ų┬į┼ąöÓ─ź├║ÖC┴Ž╬╗ŪķørŻ¼īŹļH▓┘ū„▀^│╠ųąŻ¼ė░Ēæ─ź├║ÖC│÷╚ļ┐┌▓Ņē║Ą─ę“╦ž▓╗āH░³└©┤µ├║┴┐Ż¼▀Ć░³└©═©’L┴┐Īó├║Ę█ØŌČ╚Ą╚ę“╦žŻ¼ę“┤╦Ż¼įņ│╔─ź├║ÖCØM─źĪó├░Ę█Ą╚¼FŽ¾Ģrėą░l╔·Ż¼─ź├║ÖCĮø│Ż╠Äė┌Ą═┴Ž╬╗Ż¼ī¦ų┬ųŲĘ█│÷┴”Ų½Ą═Ż¼─ź├║å╬║─╔²Ė▀Ż¼3Ż®─ź├║ÖC╚ļ┐┌žōē║▓©äė┤¾Ż¼4Ż®ļSų°Įo├║┴┐Īó├║┘|Īóžō║╔ūā╗»Ż¼─ź├║ÖC│÷┐┌£žČ╚▓©äėĘ∙Č╚┤¾Ż¼▓╗─▄ē“īŹ¼F£╩┤_┐žųŲŻ¼5Ż®ō§░Õł╠ąąÖCśŗ×ķZKJą═Ż¼┐žųŲąį─▄▓╗║├ĪŻ
2 Ė─▀M╦╝┬Ę
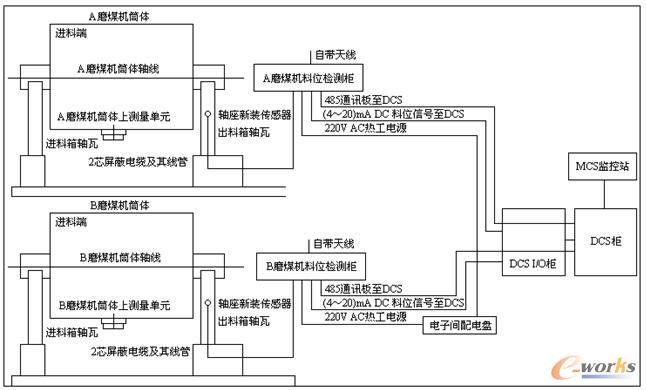
═©▀^ī”ÕüĀt─ź├║ÖC╝ėčb┴Ž╬╗Öz£y╝░ųŲĘ█ūįäė┐žųŲŽĄĮyŻ¼īŹ¼F─ź├║ÖC┴Ž╬╗£╩┤_£y┴┐║═ųŲĘ█ŽĄĮyūįäė┐žųŲŻ¼ęį─ź├║ÖC╚ļ┐┌žōē║Īó│÷┐┌£žČ╚Īó─ź├║ÖC┴Ž╬╗×ķ┐žųŲī”Ž¾Ż¼═©▀^’LĪó├║Ęųäe┐žųŲŻ¼ŽÓ╗ź┼õ║Žģfš{Ż¼śŗ│╔3éĆ┐žųŲå╬į¬Ż¼╝┤─ź├║ÖC┴Ž╬╗Īó╚ļ┐┌žōē║Īó│÷┐┌£žČ╚ūįäė┐žųŲå╬į¬Ż¼3éĆ┐žųŲå╬į¬śŗ│╔═Ļš¹Ą─┐žųŲŽĄĮyŻ¼īŹ¼Fųąķgā”é}╩ĮųŲĘ█ŽĄĮyūįäė┐žųŲŻ¼Ųõė▓╝■░³└©┴Ž╬╗£y┴┐ŽĄĮyŻ¼MCS╣±║═▒O┐žšŠęį╝░ŽÓæ¬Ą─¼Fł÷įOéõĮM│╔Ż¼╚ńłD2ĪŻ
łD2 ─ź├║ÖCūįäė┐žųŲŽĄĮy┐“łD
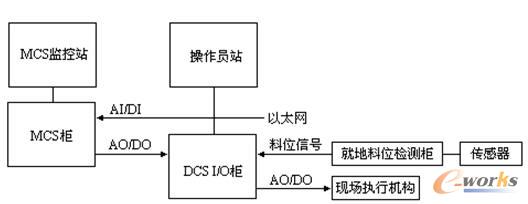
┴Ž╬╗£y┴┐ŽĄĮy═©▀^ŠC║ŽĘų╬÷─ź├║ÖC═▓¾w╔Žęį╝░▌S│ąū∙╔ŽĄ─š±äėŅlūVą┼╠¢Ż¼▌ö│÷Ż©4~20Ż®mA DCś╦£╩┴Ž╬╗ą┼╠¢Ż¼├┐┼_─ź├║ÖCĄ─┴Ž╬╗£y┴┐å╬į¬░³└©═▓¾w╔ŽĄ─┴Ž╬╗┐šķg▀b£yčbų├Īó│÷Ę█Č╦▌S│ąū∙╔ŽĄ─š±äėé„Ėą▌oų·£y³cęį╝░─ź├║ÖCĖĮĮ³░▓čbĄ─┴Ž╬╗Öz£y╣±Ż¼═▓¾w╔ŽĄ─▀b£yčbų├┼c┴Ž╬╗Öz£y╣±ų«ķgŻ¼ęį¤oŠĆ═©ėŹĘĮ╩Į▀Mąąą┼╠¢é„▌öŻ¼▌S│ąū∙╔ŽĄ─▌oų·£y³c┼c┴Ž╬╗Öz£y╣±ų«ķgŻ¼═©▀^ļŖ└|é„▌öą┼╠¢Ż¼─ź├║ÖC┐žųŲ╣±ęįRS485┤«┐┌═©ėŹĘĮ╩ĮŻ¼Å─DCS▓╔╝»─ŻöM┴┐║═öĄūų┴┐ą┼╠¢Ż¼ęįė▓ĮėŠĆĘĮ╩ĮŻ¼×ķ├┐ę╗╠ūųŲĘ█ŽĄĮy▌ö│÷Įo├║ÖCĪó└õ’Lō§░Õ╝░¤ß’Lō§░Õ┐žųŲųĖ┴ŅŻ¼×ķ┴╦Ė─╔Ųō§░Õł╠ąąÖCśŗąį─▄Ż¼ė╔ZKJą═Ė─×ķīŻśIą═SIPOSųŪ─▄ł╠ąąÖCśŗĪŻ
3 ╝╝ągĘĮ░Ė
3.1─ź├║ÖC┴Ž╬╗ūįäė┐žųŲ
ė░Ēæ─ź├║ÖC┴Ž╬╗Ą─ę“╦ž░³└©═©’L┴┐ĪóĮo├║┴┐Īó╦«ĘųĪó├║┘|ĪóõōŪ“čb▌d┴┐ĪóõōŪ“╝░▓©└╦═▀─źōp│╠Č╚Ż¼ę“┤╦Ż¼─ź├║ÖC┴Ž╬╗┐žųŲĄ─╚╬äš╩Ūį┌▒ŻūC─ź├║ÖC╚ļ┐┌žōē║║═│÷┐┌£žČ╚š²│ŻĄ─╗∙ĄA╔ŽŻ¼╩╝ĮK▒Ż│ųūŅ┤¾Įo├║┴┐Ż¼╩╣─ź├║ÖC▀M├║║═│÷Ę█╩╝ĮK▒Ż│ųŲĮ║ŌĀŅæBŻ¼╚ńłD3ĪŻ
═©▀^░▓čbį┌─ź├║ÖC═▓¾w║═▌S│ąū∙╔ŽĄ─2éĆš±äė▓╔╝»Ų„Ż¼£y┴┐─ź├║ÖC┴Ž╬╗ą┼╠¢Ż¼┴Ē═ŌŻ¼īóĘųļxŲ„│÷┐┌žōē║║═─ź├║ÖC│÷╚ļ┐┌▓Ņē║ą┼╠¢ę²╚ļ─ź├║ÖC┴Ž╬╗┐žųŲŽĄĮyųąŻ¼3┬Ęą┼╠¢Įø▀^ŠC║Ž╠Ä└Ēęį║¾Ż¼▌ö│÷ųĖ┴Ņ┐žųŲĮo├║ÖCĄ─Įo├║┴┐Ż¼īŹ¼F─ź├║ÖC┴Ž╬╗ūįäė┐žųŲŻ¼š²│Ż╣żørŽ┬Ż¼Ė∙ō■─ź├║ÖC┴Ž╬╗▀Mąąā×╗»┐žųŲŻ¼ęįūŅ┤¾│÷┴”×ķ┐žųŲ─┐ś╦Ż¼═©▀^ī”┴Ž╬╗Ė·█Ö┐žųŲŻ¼īŹ¼FųŲĘ█ŽĄĮyķLŲ┌ĘĆČ©▀\ąąĪŻ
łD3─ź├║ÖC┴Ž╬╗ūįäė┐žųŲ
3.2 ─ź├║ÖC╚ļ┐┌žōē║ūįäė┐žųŲ
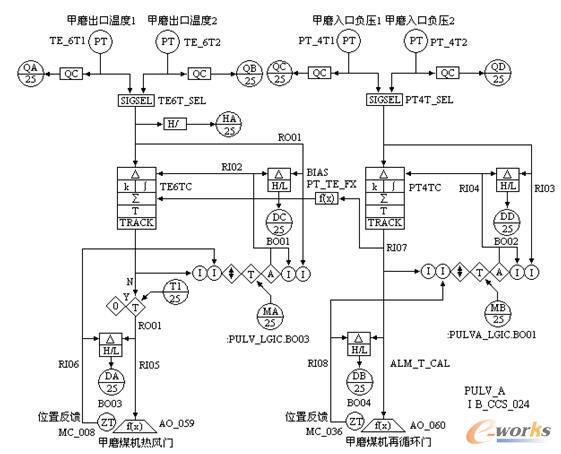
ųŲĘ█ŽĄĮy═©’L┴┐ļSų°─ź├║ÖC┤µ├║┴┐Īó¤ß’L┴┐Īó└õ’L┴┐Īóį┘裣h’L┴┐Ą─ūā╗»Č°ūā╗»Ż¼─ź├║ÖC╚ļ┐┌žōē║ūįäė┐žųŲĄ─╚╬äš╚ńŽ┬Ż¼«öŽĄĮy’L┴┐░l╔·Ė─ūāĢrŻ¼╩╝ĮK─▄ē“▒Ż│ųųŲĘ█ŽĄĮy▀M’L┴┐║═│÷’L┴┐ŲĮ║ŌŻ¼š²│ŻŪķørŽ┬Ż¼─ź├║ÖC╚ļ┐┌žōē║ę╗░Ń┐žųŲį┌-350Paū¾ėęŻ¼═©▀^┐žųŲ¤ß’Lō§░ÕŻ¼īŹ¼F─ź├║ÖC╚ļ┐┌žōē║ūįäė┐žųŲĪŻ
░č─ź├║ÖC╚ļ┐┌žōē║─┐ś╦ųĄįO×ķČ©ųĄŻ¼─ź├║ÖC╚ļ┐┌žōē║£y┴┐ųĄū„×ķ£y┴┐ą┼╠¢Ż¼═©▀^┐žųŲ¤ß’Lō§░ÕĪó└õ’Lō§░Õ║═į┘裣h’Lō§░Õķ_Č╚Ż¼£pąĪ─ź├║ÖC╚ļ┐┌žōē║─┐ś╦ųĄ║═£y┴┐ųĄų«ķgĄ─Ų½▓ŅŻ¼╚ļ┐┌žōē║īŹļHįOČ©ųĄĖ∙ō■│÷┐┌£žČ╚▀Mąąą▐š²Ż¼£žČ╚╔²Ė▀ęį║¾Ż¼į÷┤¾žōē║įOČ©ųĄŻ¼ęį£pąĪ¤ß’Lō§░Õķ_Č╚ĪŻ
3.3─ź├║ÖC│÷┐┌£žČ╚ūįäė┐žųŲ
ųŲĘ█ŽĄĮy│÷┐┌£žČ╚╩▄Įo├║┴┐Īó├║Ą─Ė╔رČ╚Īó─ź├║ÖC┴Ž╬╗Īó¤ß’L┴┐Īó└õ’L┴┐Īóį┘裣h’L┴┐Ą─ūā╗»Č°ūā╗»Ż¼ūįäė┐žųŲĄ─╚╬äš╩Ū╩╝ĮK─▄ē“▒Ż│ų─ź├║ÖC│÷┐┌£žČ╚į┌ęÄČ©Ą─ĘČć·ā╚Ż¼═©▀^┐žųŲ¤ß’Lō§░ÕĪó└õ’Lō§░Õķ_Č╚Ż¼īŹ¼F─ź├║ÖC│÷┐┌£žČ╚ūįäė┐žųŲŻ¼╚ńłD4ĪŻ
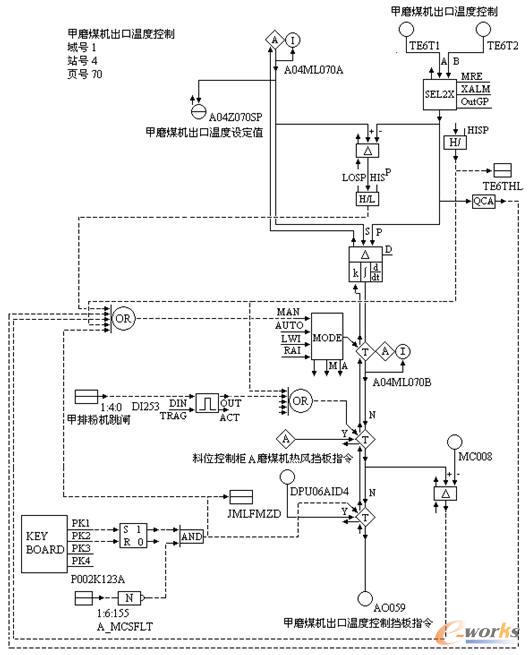
(a) ─ź├║ÖC│÷┐┌£žČ╚┐žųŲ
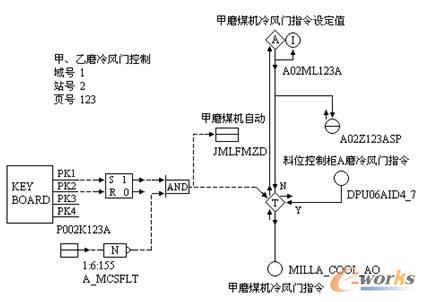
(b) ─ź├║ÖC└õ’Lō§░Õ┐žųŲ
łD4 ─ź├║ÖC│÷┐┌£žČ╚║═╚ļ┐┌žōē║ūįäė┐žųŲ
░č─ź├║ÖC│÷┐┌£žČ╚─┐ś╦ųĄįO×ķČ©ųĄŻ¼─ź├║ÖC│÷┐┌£žČ╚ū„×ķ£y┴┐ą┼╠¢Ż¼═©▀^┐žųŲ¤ß’Lō§░ÕĪó└õ’Lō§░Õķ_Č╚Ż¼£pąĪ│÷┐┌£žČ╚─┐ś╦ųĄ║═£y┴┐ųĄų«ķgĄ─Ų½▓ŅŻ¼│÷┐┌£žČ╚Ė▀ė┌įOČ©Ė▀Ž▐ųĄęį║¾Ż¼ķ_┤¾└õ’LŻ¼═¼ĢrŻ¼▀m«öį÷┤¾╚ļ┐┌žōē║įOČ©ųĄŻ¼£pąĪ¤ß’L┴┐ĪŻ
4 «É│Ż╣żørĢrĄ─ūįäė┐žųŲ▀ē▌ŗ
4.1öÓ├║╣żørĢrĄ─ūįäė┐žųŲ
«ö░l╔·öÓ├║╣żørĢrŻ¼Įo├║┴┐Ą═ė┌5t/h▓óŪę│ų└m10sęį║¾Ż¼¤ß’Lō§░ÕųØuĻPąĪĄĮ20%Ż¼└õ’Lō§░Õķ_ĄĮ100%Ż¼═¼ĢrŻ¼╚ń╣¹│÷┐┌£žČ╚Ė▀ė┌72ĪµŻ¼¤ß’Lō§░Õę▓ųØuĻPąĪĄĮ20%Ż¼└õ’Lō§░Õķ_Č╚100%Ż¼▒ŻūC│÷┐┌£žČ╚į┌░▓╚½ĘČć·ā╚Ż¼öÓ├║Ž¹│²ęį║¾Ż¼╗“š▀│÷┐┌£žČ╚Ą═ė┌72Īµęį║¾Ż¼¤ß’Lō§░Õė╔ė┌ī”╚ļ┐┌žōē║▀MąąĖ·█ÖŻ¼ųØu╗ųÅ═ĄĮš²│Ż╣żørĪŻ
4.2 ØM─ź╣żørĢrĄ─ūįäė┐žųŲ
«ö┴Ž╬╗Ė▀ė┌įOČ©ųĄĖ▀Ž▐ĢrŻ¼ė╔ė┌Įo├║ÖCĖ·█Ö┴Ž╬╗ą┼╠¢Ż¼Įo├║┴┐ūįäė£pąĪŻ¼╚ń╣¹┴Ž╬╗│¼▀^Ė▀Ž▐75%ĢrŻ¼Įo├║ÖC▐D╦┘ųØu£pĄĮ0Ż╗«ö┤ųĘ█ĘųļxŲ„│÷┐┌žōē║Ą═ė┌-4.5kPaĢrŻ¼Įo├║ÖC▐D╦┘ķ_╩╝░┤▒╚└²ĮĄĄ═Ż¼«ö┤ųĘ█ĘųļxŲ„│÷┐┌žōē║Ą═ė┌-4.8kPaĢrŻ¼Įo├║ÖC▐D╦┘ųØu£pĄĮ0Ż╗«ö┴Ž╬╗╗ųÅ═ĄĮ75%▓óŪę┤ųĘ█ĘųļxŲ„│÷┐┌žōē║╗ųÅ═ĄĮ-4.5kPaęįā╚ĢrŻ¼Įo├║ÖC▐D╦┘└^└mĖ·█Ö┴Ž╬╗ą┼╠¢ĪŻ
5 ĒŚ─┐īŹ╩®▓Į¾E
╝ūĪóęę2┼_─ź├║ÖC┐žųŲĖ─▀MĒŚ─┐Ęų×ķ2éĆ▓┐Ęų4éĆļAČ╬Ż¼2éĆ▓┐Ęų╚ńŽ┬Ż¼1Ż®┴Ž╬╗£y┴┐ŽĄĮy░▓čbš{įćŻ¼2Ż®ųŲĘ█ūįäė┐žųŲŽĄĮyĄ─░▓čbš{įćŻ╗ĒŚ─┐īŹ╩®Ą─4éĆļAČ╬░³└©░▓čbļAČ╬Īóš{įćļAČ╬Īóā×╗»įć“×┼cūŅ╝č╣żør┤_Č©ĪóīŹ╩®ą¦╣¹Ęų╬÷ĪŻ
į┌┤¾ą▐║¾Ų┌ĪóÖCĮMķ_ÖC▀\ąąęįŪ░Ż¼═Ļ│╔ļŖ└|Ę¾įOĪó┐žųŲ╣±░▓čbĪó£y┴┐čbų├░▓čbĪóŽĄĮyĮėŠĆĪó▓ķŠĆĪóDCSĮMæBą▐Ė─į┌ā╚Ą─░▓čb╣żū„Ż╗į┌┤¾ą▐ĮY╩°Ż¼ÖCĮM▀\ąąš²│Żęį║¾Ż¼═Ļ│╔┴Ž╬╗£y┴┐ŽĄĮyš{įć┼cś╦Č©Ż¼ųŲĘ█ūįäė┐žųŲŽĄĮyš{įćĪŻ
į┌┴Ž╬╗║═ūįäė┐žųŲŽĄĮy═Č╚ļ▀\ąąę╗Č╬Ģrķgęį║¾Ż¼═©▀^ūŅ╝č┴Ž╬╗įć“×ĪóūŅ┤¾│÷┴”įć“×║═▀\ąąģóöĄā×╗»š{š¹įć“ׯ¼īżšę▓ó┤_Č©ūŅ╝č┴Ž╬╗ĘČć·Īó▀\ąą╣żør║═▀\ąąģóöĄĪŻ
6 ė▓╝■░▓čb
į┌─ź├║ÖC═▓¾w╔ŽŻ¼║ĖĮė┴Ž╬╗┐šķg▀b£yčbų├Ż¼į┌│÷Ę█é╚▌S│ąū∙Ą─õōŪ“Æü┬õĘĮŽ“Ż¼║ĖĮėé„ĖąŲ„▒Żūo═ŌÜżĄūū∙Ż¼░▓čb▒Żūo═ŌÜżŻ¼į┌═ŌÜżĄ─ā╚▓┐Ż¼═©▀^┤┼┴”ū∙Ż¼░▓čbš±äėé„ĖąŲ„Ż╗į┌─ź├║ÖCĖĮĮ³ē”▒┌╔ŽŻ¼┐┐Į³─ź├║ÖC╬╗ų├Ż¼░▓čb┴Ž╬╗Öz£y╣±Ż¼į┌─ź├║ÖC┴Ž╬╗Öz£y╣±║═▌S│ąū∙é„ĖąŲ„▒Żūo═ŌÜżų«ķgŻ¼Ę¾įO4ąŠŲ┴▒╬ļŖ└|Ż¼ė├ė┌é„▀fš±äėé„ĖąŲ„Ą─š±äėą┼╠¢Ż╗░▓čb─ź├║ÖC┴Ž╬╗┐žųŲ╣±Ż¼ŲõįŁ└ĒĮėŠĆ╚ńłD5Ż¼╣±ā╚░³└©ųŲĘ█ŽĄĮy═©ėŹ┐žųŲ─ŻēKĪóIO─ŻēKĪóą┼╠¢Ė¶ļx─ŻēKĪó24V DCļŖį┤čbų├Īó220V ACļŖį┤ķ_ĻPĄ╚Ż¼╚ń▒Ē1ĪŻ

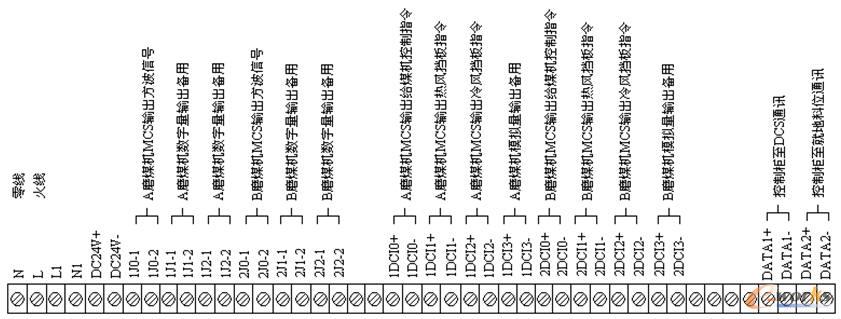
(a) │÷ŠĆČ╦ūė
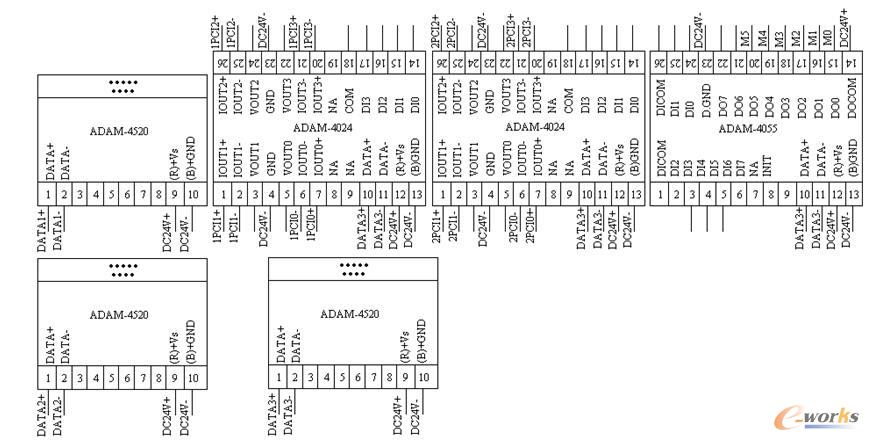
(b) ═©ėŹ┐žųŲ║═IO─ŻēK
(c) Ė¶ļx─ŻēK
(d) └^ļŖŲ„
łD5 MCS╣±ĮėŠĆįŁ└Ē
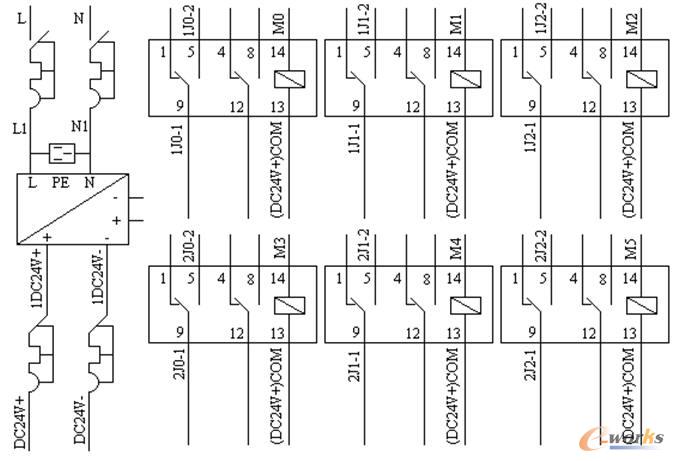
Ę¾įOļŖ└|╚ńŽ┬Ż¼╚ńłD6Ż¼×ķ─ź├║ÖC┴Ž╬╗Öz£y╣±║═─ź├║ÖC┐žųŲ╣±╠ß╣®1┬Ę220V ACļŖį┤Ż¼ļŖį┤╚Īūį¤ß╣żļŖį┤╣±Ż¼į÷╝ė1┬ĘļŖį┤ķ_ĻPĪŻį┌┴Ž╬╗Öz£y╣±ĄĮ┐žųŲ╣±ų«ķgŻ¼Ę¾įO4ąŠ═©ėŹļŖ└|Ż¼┴Ž╬╗Öz£y╣±ĄĮDCSĄ─AI┐©╝■ų«ķgŻ¼Ę¾įO4ąŠęį╔ŽŻ©4Ī½20Ż®mA DC┴Ž╬╗ą┼╠¢ļŖ└|Ż¼MCS▒O┐žšŠ║═DCSų«ķgŻ¼Ę¾įO6ąŠŲ┴▒╬═©ėŹļŖ└|Ż¼2ąŠéõė├Ż¼ū„×ķ╗∙ė┌modbusģfūhĄ─RS485═©ėŹļŖ└|Ż¼MCS╣±║═DCSĄ─AI┐©╝■ų«ķgŻ¼Ę¾įO▐D╦┘ųĖ┴Ņ║═└õĪó¤ß’Lō§░Õķ_Č╚ųĖ┴ŅŲ┴▒╬ļŖ└|Ż¼MCS╣±ĄĮDCSĄ─DI┐©╝■ķgĄ─öĄūų┴┐é„▌öļŖ└|ĪŻ
łD6 ─ź├║ÖCūįäė┐žųŲŽĄĮyśŗ│╔
7 DCSĮMæBą▐Ė─
į┌┤¾ą▐ĮY╩°ęįŪ░Ż¼═Ļ│╔DCSĮMæBą▐Ė─ĪŻ
7.1ą┼╠¢ĮMæB
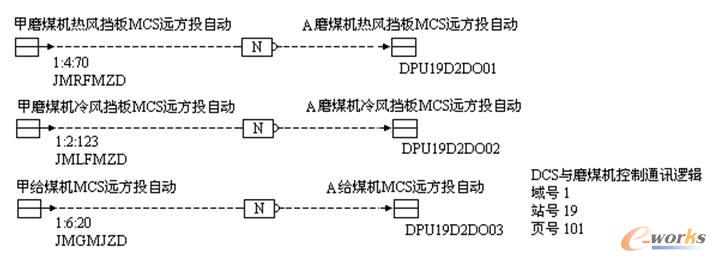
┼õų├modbus═©ėŹģfūhŻ¼ė╔DCS═©▀^╝─┤µŲ„įOų├├³┴ŅŻ¼īó▓Ņē║Īó┴Ž╬╗ųĄĪó┴Ž╬╗įOČ©ųĄĄ╚─ŻöM┴┐ą┼╠¢║═╩ųäė/ūįäėŪąōQöĄūųą┼╠¢░l╦═ĮoMCS▒O┐žų„ÖCŻ╗═©▀^modbus▓ķįā├³┴ŅŻ¼DCSų„ÖC½@Ą├MCS▒O┐žų„ÖC▌ö│÷Ą─Įo├║ÖC▐D╦┘Īóō§░Õķ_Č╚įOČ©ųĄĪóš²│Żą┼╠¢Ą╚Ż¼╚ń▒Ē2ĪółD7ĪŻ

łD7 DCS┼c─ź├║ÖC┐žųŲ═©ėŹą┼╠¢
─ź├║ÖC┴Ž╬╗ĮøŠ═Ąž┴Ž╬╗ų▒Įėų┴DCSęį║¾Ż¼DCSį┘═©▀^┤╦AO═©Ą└╦═ĮoMCSŻ╗Įo├║ÖC▐D╦┘ųĖ┴ŅĪó¤ß’Lō§░ÕDCSķ_Č╚ųĖ┴ŅĪó└õ’Lō§░ÕDCSķ_Č╚ųĖ┴ŅĘųäe×ķDCS▌ö│÷ĄĮĮo├║ÖCĄ─ųĖ┴ŅĪóDCS▌ö│÷ĄĮł╠ąąÖCśŗĄ─ųĖ┴ŅŻ╗┐žųŲŽĄĮyš²│Żą┼╠¢ė├ė┌┼ąöÓ┐žųŲŽĄĮy╩Ūʱš²│ŻĪŻ
7.2╩ųäė/ūįäėŪąōQĮMæB
į┌DCS▒O┐ž«ŗ├µ╔ŽŻ¼─▄ē“▀Mąą╩ųäė/ūįäėŪąōQŻ¼ąĶꬹ▐Ė─Ą─▀ē▌ŗ╚ńŽ┬Ż¼į÷╝ėā×╗»┐žųŲŽĄĮyš²│Żą┼╠¢┬ōµi╣”─▄Ż¼į┌DCSā╚▓┐Ż¼▀Mąą┐žųŲ╗ž┬ĘŪąōQŻ¼īóūįäė┐žųŲė╔ā×╗»┐žųŲŽĄĮyŪąōQĄĮįŁDCS┴Ž╬╗┐žųŲ╗ž┬ĘŻ¼─▄ē“īŹ¼F╩ųäė▓┘ū„Īóā×╗»ūįäė┐žųŲĪóDCSįŁėąūįäė┐žųŲ3ĘN▓┘ū„─Ż╩ĮŻ¼╚ńłD8Ż©aŻ®ĪŻ
ā×╗»┐žųŲŽĄĮy├┐Ė¶20sī”š²│Żą┼╠¢Ę┤▐Dę╗┤╬Ż¼╚ń╣¹š²│Żą┼╠¢│¼Ģr▓╗Ę┤▐DŻ¼ätšf├„ā×╗»┐žųŲŽĄĮy░l╔·«É│ŻŻ¼DCSätūįäė╠°ĄĮ╩ųäėĀŅæBŻ¼╚ńłD8Ż©bŻ®ĪŻ
(a) ┐žųŲĘĮ╩ĮŪąōQ
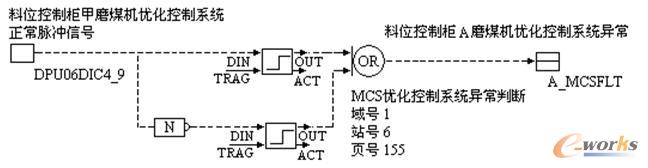
(b) ā×╗»┐žųŲŽĄĮyš²│Żą┼╠¢
łD8┐žųŲŽĄĮyŪąōQ┼cā×╗»┐žųŲŽĄĮyš²│Żą┼╠¢
7.3 DCS«ŗ├µĮMæB
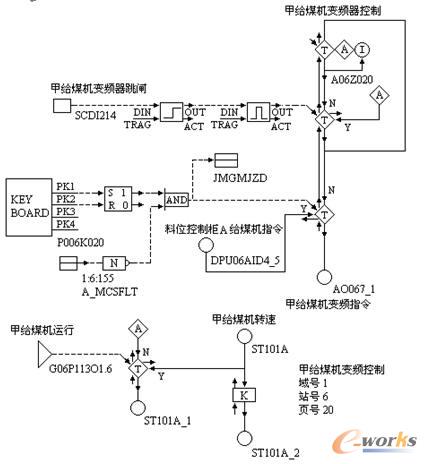
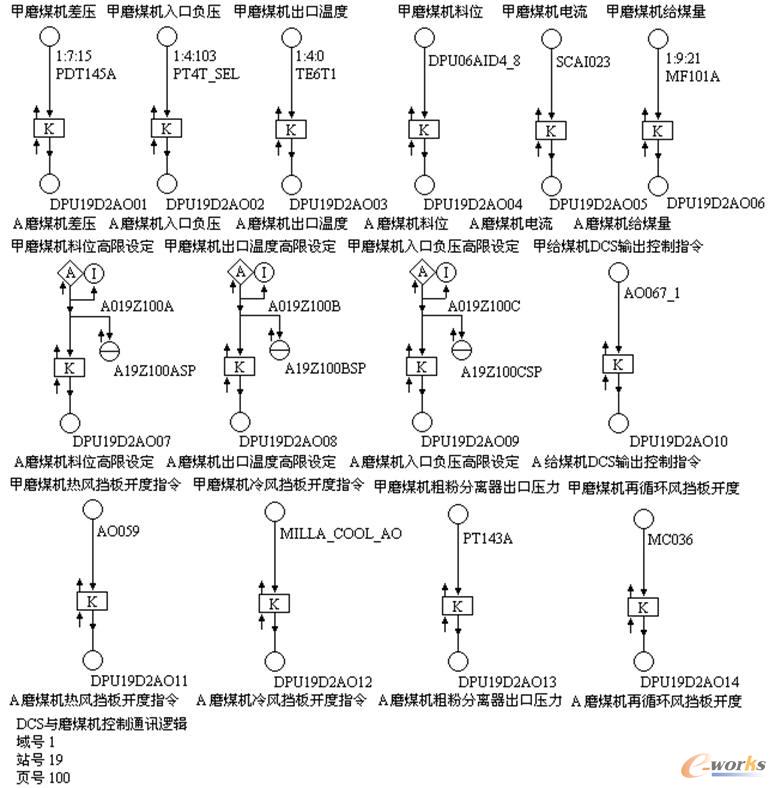
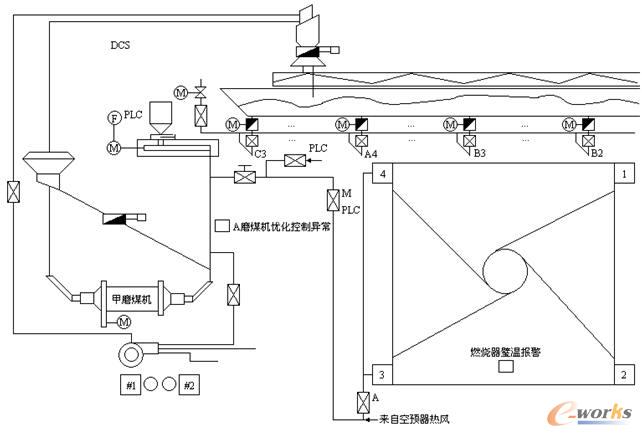
░³└©Įo├║ÖC▓┘ū„«ŗ├µŻ¼¤ß’Lō§░Õ║═└õ’LÖn░Õ▓┘ū„«ŗ├µŻ¼╝ūĪóęę─ź├║ÖCā×╗»┐žųŲŽĄĮy«É│Żł¾Š»Ż¼╚ńłD9ĪŻ
į┌DCS«ŗ├µ╔ŽŻ¼įOų├┴Ž╬╗Īó│÷┐┌£žČ╚┐žųŲĖ▀Ž▐║═╚ļ┐┌žōē║┐žųŲĄ═Ž▐Ż¼ā×╗»┐žųŲŽĄĮy╔ŽŽ▐ųĄ▓╗│¼▀^įōįOČ©ųĄŻ¼Ž┬Ž▐×ķ£p╚ź┐žųŲŽĄĮyįOėŗĄ─┴┐│╠ĘČć·Ż¼┴┐│╠ė╔ā×╗»┐žųŲŽĄĮy«ŗ├µįOų├Ż¼╗∙▒Š¤oąĶą▐Ė─ĪŻ
į┌Įo├║ÖC▓┘ū„«ŗ├µŻ¼«öį┌PLC┐žųŲĘĮ╩ĮĢrŻ¼Įo├║ÖC┐žųŲųĖ┴Ņė╔─ź├║ÖCā×╗»┐žųŲŽĄĮy▌ö│÷Ż¼«öį┌DCS┐žųŲĘĮ╩ĮĢrŻ¼Įo├║ÖC┐žųŲųĖ┴Ņė╔▀\ąą╚╦åT└¹ė├į÷╝ėĪó£p╔┘µI╩ųäėĮo│÷Ż¼┐žųŲ▌ö│÷OĪóĘ┤üFĪó┴Ž╬╗Ė▀Ž▐įOČ©HL═©▀^░¶ą╬łD▀MąąųĖ╩Š┤¾ąĪŻ¼░¶ą╬łDėęé╚ś╦ūóå╬╬╗ĪŻ
į┌─ź├║ÖC└õ’LÖn░Õ▓┘ū„«ŗ├µŻ¼«öį┌PLC┐žųŲĘĮ╩ĮĢrŻ¼─ź├║ÖC└õ’LÖn░Õ┐žųŲųĖ┴Ņė╔─ź├║ÖCā×╗»┐žųŲŽĄĮy▌ö│÷Ż¼«öį┌DCS┐žųŲĘĮ╩ĮĢrŻ¼─ź├║ÖC└õ’LÖn░Õ┐žųŲųĖ┴Ņė╔▀\ąą╚╦åT└¹ė├į÷╝ėĪó£p╔┘µI╩ųäėĮo│÷Ż¼┐žųŲ▌ö│÷OĪóĘ┤üFĪó│÷┐┌£žČ╚Ė▀Ž▐įOČ©HL═©▀^░¶ą╬łD▀MąąųĖ╩Š┤¾ąĪŻ¼░¶ą╬łDėęé╚ś╦ūóå╬╬╗ĪŻ
į┌─ź├║ÖC¤ß’LÖn░Õ▓┘ū„«ŗ├µŻ¼«öį┌PLC┐žųŲĘĮ╩ĮĢrŻ¼─ź├║ÖC¤ß’LÖn░Õ┐žųŲųĖ┴Ņė╔─ź├║ÖCā×╗»┐žųŲŽĄĮy▌ö│÷Ż¼«öį┌DCS┐žųŲĘĮ╩ĮĢrŻ¼╚ń╣¹▀xō±╩ųäė┐žųŲMŻ¼─ź├║ÖC¤ß’LÖn░Õ┐žųŲųĖ┴Ņė╔▀\ąą╚╦åT└¹ė├į÷╝ėĪó£p╔┘µI╩ųäėĮo│÷Ż╗╚ń╣¹▀xō±ūįäė┐žųŲAŻ¼─ź├║ÖC¤ß’LÖn░Õ┐žųŲųĖ┴Ņė╔PID┐žųŲŻ¼┐žųŲ▌ö│÷OĪóĘ┤üFĪó╚ļ┐┌žōē║Ė▀Ž▐įOČ©HSĪó╚ļ┐┌žōē║£y┴┐ųĄPĪóįOČ©ųĄS═©▀^░¶ą╬łD▀MąąųĖ╩Š┤¾ąĪŻ¼▓óŪęūŅ║¾3ĒŚPĪóSĪóHSįOų├┴╦öĄūų’@╩ŠĪŻ
(a) ─ź├║ÖC╝░ŲõųŲĘ█ŽĄĮy
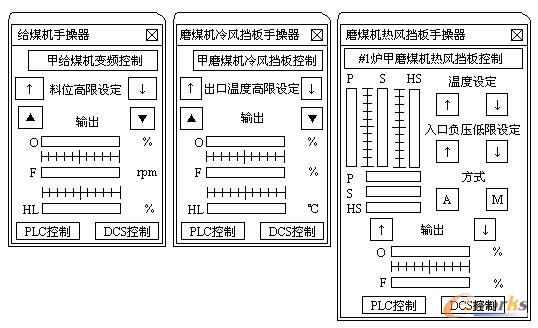
(b) Įo├║ÖC┐žųŲ
łD9 ā×╗»┐žųŲŽĄĮy«ŗ├µĮMæB
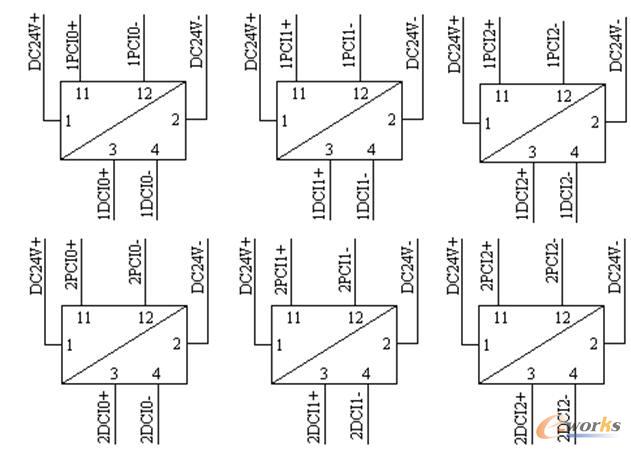
8 ō§░Õł╠ąąÖCśŗĖ─ą═
▓│²─ź├║ÖC└õĪó¤ß’Lō§░ÕZKJą═ł╠ąąÖCśŗŻ¼░▓čbSIPOSųŪ─▄ł╠ąąÖCśŗŻ¼į┌š¹└Ē═ĻļŖ└|Ż¼ė├ąĪ╣▄ŃQąČĄ¶ĮėŠĆ║ą▀MŠĆ┐ū┬▌Įzęį║¾Ż¼▓Ž┬┐žųŲå╬į¬ĮėŠĆČ╦ūėŻ¼Ę┤üą┼╠¢ŠĆĮėX3.1Ą─1Īó2Ż¼ųĖ┴ŅŠĆĮėX3.2Ą─14Īó15Ż¼ļŖį┤ŠĆĮėX1Ą─L1ĪóL2ĪóL3Ż¼▓Ž┬▓╗ė├Ą─1Ī½12║═13Ī½20Č╦ūėŻ¼╦═ļŖęį║¾Ż¼▀Mąą─®Č╦š{š¹Ż¼Ė∙ō■ĻPĘĮŽ“Ż¼ĒśĢrßśĖ─×ķ─µĢrßśŻ¼š{š¹▀^│╠ųąŻ¼░l¼F▓┘ū„├µ░Õ╔ŽĄ─ķ_░┤Ōo×ķĻP▓┘ū„Ż¼ĻP░┤Ōo×ķķ_▓┘ū„Ż¼ėųĖ─╗žĒśĢrßśĘĮŽ“ĪŻ
╝ūĪóęę─ź├║ÖC¤ß’Lō§░Õ║═ęę─ź├║ÖC└õ’Lō§░Õ£p╦┘ÖCśŗÖCąĄ╬╗ų├ųĖ╩ŠĘ┤Ż¼ęę─ź├║ÖC¤ß’Lō§░Õķ_ĻP▓┘ū„ĘĮŽ“Ę┤Ż¼ßśī”ęę─ź├║ÖC¤ß’Lō§░Õķ_ĻP▓┘ū„ĘĮŽ“Ę┤Ą─¼FŽ¾Ż¼▀Mąą─®Č╦š{š¹ĪŻ
9 ūįäė┐žųŲŽĄĮyš{įć
ÖCĮMķ_ÖCęį║¾Ż¼╠Äė┌ĘĆČ©▀\ąą╣żørŻ¼─ź├║ÖC┴Ž╬╗ą┼╠¢š{įć═Ļ«ģęį║¾Ż¼┴Ž╬╗┌ģä▌š²┤_Ż¼įć═Čūįäė┐žųŲŽĄĮyŻ¼£yįć▀ē▌ŗš²┤_ėąą¦ąįŻ¼▀ē▌ŗ║═ģóöĄā×╗»Ż¼▀_ĄĮØMūŃķLŲ┌═Č╚ļĘĆČ©▀\ąąąĶ꬯¼ų„ę¬▄ø╝■╚ń▒Ē3ĪŻ

ęįA─ź├║ÖC┐žųŲ×ķ└²Ż¼ų„ę¬ūā┴┐ģóöĄ╚ń▒Ē4

į┌─ź├║ÖC═▓¾w£žČ╚200ĪµŻ¼ŁhŠ│£žČ╚85ĪµĄ─╣żørŽ┬Ż¼┴Ž╬╗▀b£yčbų├┐╔ęįķLŲ┌ĘĆČ©▀\ąąŻ¼ī”ųŲĘ█ŽĄĮy▀MąąūŅ┤¾│÷┴”ĪóūŅ╝č╣żøręį╝░╣Ø─▄ą¦╣¹įć“ׯ¼┤_Č©ūŅ╝č╣żørŻ¼ĮĄĄ═─ź├║ÖCå╬║─Ż¼▀_ĄĮ╣Ø─▄ą¦╣¹ĪŻ
10 ╣Ø─▄ĮĄ║─ųĖś╦Ęų╬÷
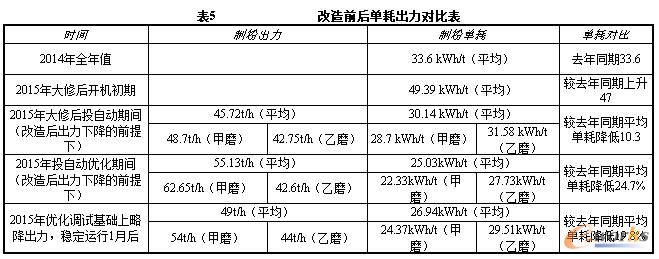
═©▀^#1ÖCĮM─ź├║ÖC┴Ž╬╗▀b£y╝░ųŲĘ█ūįäė┐žųŲŽĄĮyčbų├Ż¼īŹ¼FųŲĘ█ŽĄĮyĄ─ūįäė┐žųŲŻ¼▒ŻūC┴╦ųŲĘ█ŽĄĮyĄ─░▓╚½▀\ąąŻ¼#1Āt┤¾ą▐║¾ĮyėŗĄ─ųŲĘ█å╬║─×ķ49.39kWh/tŻ¼╚ź─Ļ═¼Ų┌╝ūęę─źŲĮŠ∙×ķ33.6kWh/tĪŻ
į┌Ą═Ą¬Ė─įņ║¾═©’L┴┐£p╔┘Īó│÷┴”Ž┬ĮĄĄ─▓╗└¹ŪķørŽ┬Ż¼ųŲĘ█ŽĄĮy═Č╚ļūįäė┐žųŲ║¾Ż¼ā╔┼_─ź│÷┴”╠ßĖ▀Ż¼ŲĮŠ∙ųŲĘ█å╬║─ĮĄų┴30.14kWh/tĪŻ▀Mąąā×╗»š{š¹║¾Ż¼╝ūęęųŲĘ█ūŅ╝č│÷┴”┐╔ŠS│ųį┌62.65t/h║═47.6t/hŻ¼ųŲĘ█å╬║─22.33kWh/t║═27.73kWh/tŻ¼ŲĮŠ∙ųŲĘ█å╬║─▒╚╚ź─Ļ═¼Ų┌Ž┬ĮĄ25%ĪŻ
┐╝æ]ĄĮį┘裣h’LķTķ_┤¾Ż¼ŽĄĮy═©’LöyĘ█┴┐į÷ČÓŻ¼╝ėäĪ┴╦┤ųĘ█ĘųļxŲ„Ęųļx─▄┴”▓╗ūŃĪóČ┬╚¹’LļU╝ė┤¾Ą─ŪķørŻ¼─┐Ū░Ż¼ųŲĘ█ŽĄĮyŠS│ųį┌┬įĄ═ė┌ūŅ╝č│÷┴”╦«ŲĮ▀\ąąŻ¼╝ūęęųŲĘ█ŽĄĮyĄ─│÷┴”ŠS│ųį┌54t/h║═44t/hū¾ėęŻ¼ųŲĘ█å╬║─×ķ24.4kWh/t║═29.5kWh/tŻ¼ŲĮŠ∙å╬║─×ķ26.95kWh/tŻ¼▒╚╚ź─Ļ═¼Ų┌Ą─33.6 kWh/tŽ┬ĮĄ20%ĪŻ
ć└Ė±┐žųŲųŲĘ█ŽĄĮy═©’L┴┐Ż¼═©▀^š{╣Øį┘裣h’LķT┐žųŲųŲĘ█’L┴┐Ż¼┼┼Ę█ÖCļŖ┴„┐žųŲį┌40±0.5 AŻ¼į┘裣h’LķTķ_Č╚┐žųŲį┌35%-50%ų«ķgĪŻĖ„ģóöĄć└Ė±░┤ššįOČ©ųĄ▀Mąąūįäėš{┐žŻ¼īŹ¼FųŲĘ█ŽĄĮyķLŲ┌ĘĆČ©Ą─▀\ąąĪŻ
ĮYšZ
į┌ā×╗»▀\ąąįć“×ęį║¾Ż¼═©▀^═Č╚ļūįäė─Ż╩ĮŻ¼╠ßĖ▀ųŲĘ█│÷┴”Ż¼ĮĄĄ═ųŲĘ█å╬║─Ż¼▀MąąīŹ╩®ą¦╣¹Ęų╬÷Ż¼īŹ¼F┴╦ī”─ź├║ÖC┴Ž╬╗Š½┤_£y┴┐Ż¼×ķÕüĀtĘĆČ©╚╝¤²║═ĮøØ·▀\ąą┤“Ž┬╗∙ĄAĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║ųąķgā”é}╩ĮųŲĘ█ŽĄĮyūįäė┐žųŲĘĮ╩ĮĄ─īŹ¼F
▒Š╬─ŠWųĘŻ║http://m.lukmueng.com/html/solutions/14019320945.html