0 ę²čį
ųŲįņł╠ąąŽĄĮy(MES)╩ŪųŲįņŽĄĮyųąĄ─ĻPµIŁh╣Øų«ę╗Ż¼├└ć°Ž╚▀MųŲįņ蹊┐ÖCśŗAMR(Advanced Manufacturing Research)īóMESČ©┴x×ķ“╬╗ė┌╔ŽīėĄ─ėŗäØ╣▄└ĒŽĄĮy┼cĄūīėĄ─╣żśI┐žųŲų«ķgĄ─├µŽ“▄ćķgīėĄ─╣▄└Ēą┼ŽóŽĄĮy”ĪŻMES░čŲ¾śI┘Yį┤ėŗäØ(ERP)═¼¼Fł÷┐žųŲŽĄĮy(PCS)═©▀^ł╠ąąŽĄĮy┬ōŽĄŲüĒŻ¼MESŽĄĮyĮ©┴óį┌╔·«a¼Fł÷ų«╔ŽŻ¼ėų×ķERP╠ß╣®öĄō■ų¦ō╬Ż║į┌╚ßąįųŲįņŽĄĮy(FMS)ųąŻ¼═©▀^╔·«aöĄō■Ą─▓╔╝»Ż¼╔·«a╣▄└Ē▓┐ķT▓┼─▄╝░ĢrĪó£╩┤_ĄžĄ├ĄĮ╣ż╝■╔·«aöĄ┴┐Ż¼£╩┤_Ęų╬÷įOéõ└¹ė├┬╩Ą╚Ų┐Ņiå¢Ņ}Ż¼┐ŲīWĄžųŲČ©╔·«aėŗäØŻ¼īŹ¼F╔·«a╣▄└Ēģf═¼ĪŻĄ½╩ŪPCS«a╔·Ą─öĄō■┴┐²ŗ┤¾Ż¼▓╗āHį÷╝ė┴╦öĄō■▓╔╝»Ą─ļyČ╚Ż¼Č°ŪęūĶĄK┴╦┐žųŲŽĄĮy┼cŲõ╦¹ŽĄĮyų«ķgĄ─ėąą¦öĄō■║═ą┼ŽóĄ─Į╗ōQŻ¼Ž▐ųŲ┴╦ī”┐žųŲŽĄĮyīŹĢrą┼ŽóĄ─ėąą¦└¹ė├Ż║┐╔ęŖŻ¼ų╗ėąėąą¦Ą─īŹ¼F╔·«aöĄō■Ż¼▓┼─▄╩╣Ą├MESŽĄĮyÅ─Ė∙▒Š╔ŽĮŌøQ▄ćķg╣▄└ĒųąėŗäØĖ·█Ö▀t£■ĪóįOéõ└¹ė├┬╩Ą═Īó«aŲĘŲĘ┘|ļyęį╠ß╔²Ą╚å¢Ņ}ĪŻ
▒Š╬─蹊┐┴╦╗∙ė┌MES╣▄└Ē▄ø╝■Ą─FMSĄ─öĄō■▓╔╝»Ż¼įOėŗ┴╦▒╚▌^═Ļ╔ŲĄ─ŠWĮj┐žųŲĘĮ░ĖŻ¼ą╬│╔Ą─öĄō■▓╔╝»ŽĄĮy║å▒ŃĪóęūąąĪó▓╗Ė╔ö_╔·«aĪŻ
1 ╗∙ė┌MESĄ─╚ßąįųŲįņŽĄĮyĄ─öĄō■▓╔╝»ĮYśŗ
1.1 ╚ßąįųŲįņŽĄĮyĄ─ŠWĮj┐žųŲ
ßśī”─│éĆ╣żÅSĄ─Š▀¾wę¬Ū¾Ż¼▒ŠšnŅ}ĮMįOėŗĄ─╚ßąįųŲįņŽĄĮyė╔7éĆšŠ³cĮM│╔Ż¼Ęųäe×ķųą┐ž┼_Īó┴ó¾wé}ā”ŲĮ┼_ĪóŲĘ┘|Öz£yŲĮėßĪóöĄ┐ž╝ė╣żŲĮ┼_Īó┴Ń╝■░▓čbŲĮ┼_Īó▓ąČĘųÖzŲĮ┼_ĪóÖCŲ„╚╦░▓čbŲĮ┼_Īóūįäėé„▌öŲĮ┼_ĪŻ╚ńłD1╦∙╩ŠĪŻFMSĄ─ŠWĮj┐žųŲų„ę¬ėą╔Žīė╣▄└Ē┐žųŲŠWĮj║═ūėšŠ³cų«ķgĄ─╗źŽÓ═©ėŹŠWĮjśŗ│╔ĪŻ╔Žīė╣▄└Ē┐žųŲŠWĮjė╔ęį╠½ŠWśŗ│╔Ż¼╦³īóųąčļ┐žųŲ┼_┼c6éĆÅ─šŠėąÖCĄž▀BĮėį┌ę╗ŲŻ¼ė├ė┌┐žųŲĖ„šŠĄ─╣żū„╚╬䚥─╣żū„░▓┼┼Īó╣żū„ą┼Žó╣▄└ĒŻ¼ęį╝░╣żū„ĀŅæBĄ─▒O┐žĪŻ
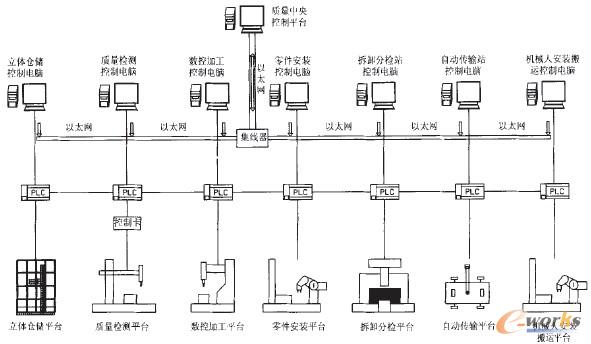
łD1 ╚ßąįųŲįņŽĄĮyĄ─ŠWĮj┐žųŲĘĮ░Ė
Ž┬ę╗īėĄ─ŠWĮj×ķPROFIBUS¼Fł÷┐éŠĆŻ¼ę¬īŹ¼FFMS╚ßąįųŲįņ╔·«aŠĆĖ„╣żū„šŠų«ķgĄ─ģfš{▀\ąą║═ą┼ŽóĮ╗┴„Ż¼▒žĒÜę└┘ćė┌ÅŖ┤¾Ą─¼Fł÷ŠWĮjų¦│ųĪŻFMS╚ßąįųŲįņ╔·«aŠĆĖ„╣żū„šŠĄ─╣żū„ą┼ŽóĪó▀\ąąĀŅæBĪó┐žųŲą┼╠¢Ą╚Š∙═©▀^PROFIBUS¼Fł÷┐éŠĆé„╦═ų┴ųąčļ┐žųŲ┼_Ż¼ė╔ųąčļ┐žųŲ┼_▀BĮė╔Ž╬╗┐žųŲėŗ╦ŃÖCŻ¼═Ļ│╔Ė„▄ø╝■Ą─ŠÄīæ║═£yįćĪŻ
1.2 MES╣▄└ĒŽĄĮyĄ─öĄō■▓╔╝»ĮYśŗ
╚ßąįųŲįņŽĄĮyš²Ą├ĄĮįĮüĒįĮÅVĘ║Ą─æ¬ė├Ż¼╦³Š▀ėąįOéõ┐╔Å═ė├ąįĖ▀Īó▀\ąąņ`╗Ņ╝░«aŲĘæ¬ūā─▄┴”ÅŖĄ─╠ž³cĪŻĄ½╚ßąį╔·«a▀^│╠╦∙ąĶ╬’┴ŽĘNŅÉĘ▒ČÓĪóčb┼õ┴„│╠Å═ļsČÓūāŻ¼╬’┴ŽūĘ█Öå¢Ņ}Å═ļsŻ¼▀@ą®öĄō■╠Ä└Ē└¦ļyŻ¼╚ń║╬Įyę╗īó╔·«aįOéõ▓╔╝»ĄĮĄ─öĄō■╦═╚ļŽĄĮyöĄō■ÄņŻ¼╚ń║╬░莥ĮyųąĄ─┐žųŲą┼╠¢┐ņ╦┘╦═ĄĮįOéõÅ─Č°ł╠ąąŻ¼ąĶę¬ę╗éĆ┴╝║├Ą─öĄō■▓╔╝»ŽĄĮyŻ¼ęį▒Ń╦č╝»║═š¹└ĒöĄō■ĪŻ
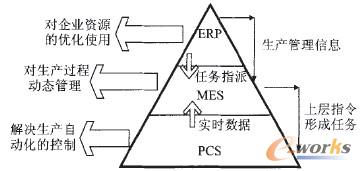
MESŽĄĮyīóĖ„éĆĘų╔󚊳cĄ─öĄō■╝»ųąŲüĒŻ¼ā”┤µį┌öĄō■ÄņųąŻ¼Į©┴óą┼ŽóŲĮ┼_ĪŻPCS░³└©PLC┐žųŲŲ„ĪóöĄō■▓╔╝»Ų„RFIDś╦║×ĪóĖ„ĘNÖz£yāxŲ„ĪóÖCąĄ╩ųĪó╝ė╣żÖC┤▓Īó┤µā”é}ÄņĄ╚ĪŻMES┐╔ęį½@╚ĪERPĄ─╔·«a╣▄└Ēą┼ŽóŻ¼╠Ä└Ēų«║¾ą╬│╔╣żū„╚╬䚯¼īó╔ŽīėĄ─▓┘ū„ųĖ┴Ņé„▀fĮoPCSŻ¼═¼ĢrMES┐╔ęį▓╔╝»PCSĄ─īŹĢröĄō■Ż¼▒O┐ž╔·«aĀŅæBŻ¼īóPCS┼cERPĄ─öĄō■š¹║ŽĘ┤üų┴ERPĪŻMESį┌ųŲįņŽĄĮyųąŲĄĮ┴╦ą┼Žóš¹║ŽĄ─ū„ė├ĪŻ╚ńłD2╦∙╩ŠĪŻ
łD2 ŽĄĮyöĄō■▓╔╝»ĮYśŗ
2 MESöĄō■▓╔╝»ā╚╚▌║═ĘĮ╩Į
2.1 öĄō■▓╔╝»Ą─ā╚╚▌
╚ßąįųŲįņŽĄĮyĄ─MES╩Ūī”š¹éĆ╔·«a▀^│╠Ą─ā×╗»Ż¼Č°▓╗╩Ūå╬ę╗ĮŌøQ─│ę╗éĆ╔·«aŲ┐ŅiŻ¼╦∙ęį╦³ąĶę¬╦č╝»┤¾┴┐Ą─īŹĢröĄō■Ż¼▓ó▀Mąą╠Ä└ĒĪŻČ°▀@ą®öĄō■«a╔·ė┌ūŅĄūīėŻ¼ėą╔·«aöĄō■ĪóŲĘ┘|Öz£yöĄō■ĪóįOéõ▀\ąąĀŅøröĄō■Ą╚ĪŻ▀@ą®ąĶę¬╣▄└ĒĄ─öĄō■Ęų×ķ╚²┤¾ŅÉŻ¼╝┤ņoæBöĄō■ĪóäėæBöĄō■ęį╝░ųąķgöĄō■ĪŻņoæBöĄō■ę╗░ŃųĖūā╗»Ą─ŅlČ╚▌^ąĪĄ─öĄō■Ż¼╚ń├½┼„ą┼ŽóĪóåT╣żą┼ŽóĪóįOéõą┼ŽóĄ╚ĪŻäėæBöĄō■╩ŪųĖį┌╔·«a╗ŅäėųąŅlĘ▒░l╔·ūāäėĄ─öĄō■Ż¼╚ńé}ÄņĄ─┤µā”ĀŅæBĪó╬’┴ŽĄ─╝ė╣żŪķørĪó│╔ŲĘĄ─ŲĘ┘|Öz“ץ╚ĪŻŽĄĮyī”▀@ą®öĄō■ąĶę¬ļSĢrŠSūoĪŻųąķgöĄō■╩Ūę╗ĘNĮø▀^╝ė╣ż╠Ä└ĒĄ─ą┼ŽóŻ¼╣®╣▄└Ē╚╦åTšŲ╬š╔·«aĀŅæBŻ¼ęį▒Ń▀MąąĘų╬÷║═øQ▓▀Ż║
2.2 FMSĄ─öĄō■▓╔╝»ĘĮ╩Į
FMSĄ─öĄō■▓╔╝»ų„ę¬ėąÄūĘNŻ║1)PLC▓╔╝»ĘĮ╩ĮŻ¼2)RFID▓╔╝»ĘĮ╩ĮŻ¼3)ė|├■Ų┴▓╔╝»ĘĮ╩ĮŻ¼4)ęį╠½ŠW▓╔╝»ĘĮ╩ĮĪŻŲõųąPLC▓╔╝»ĘĮ╩ĮĪóRFID▓╔╝»ĘĮ╩Įė|├■Ų┴▓╔╝»ĘĮ╩Į╩ŪÅ─ė├įOéõ¼FėąĄ─Įė┐┌Ż¼▀MąąįLå¢Å─Č°ī”öĄō■▀Mąą▓╔╝»ĪŻ╚ń╝ė╣ż▀\ąąĀŅæBĪóé}ÄņĄ─┤µā”ĀŅæBĄ╚īŹĢröĄō■▓╔╝»Ż¼Ą½ę¬Ė∙ō■įOéõĄ─Š▀¾wŪķørüĒČ©ĪŻ
1)PLC▓╔╝»ĘĮ╩Į
PLC▓╔╝»ĘĮ╩Į░³└©ā╔ĘNŻ¼ę╗ĘN╩Ū└¹ė├PLCų▒Įė▓╔╝»ŽĄĮyĖ„šŠ³cĄ─I/Oą┼╠¢Ż¼╚╗║¾īóą┼Žóé„▀fĮoMESĄ─öĄō■ÄņŻ¼▀@ĘNĘĮĘ©▓╔╝»Ą─ą┼ŽóĘŪ│ŻėąŽ▐Ż¼Č°Ūę▀@ĘN▓╔╝»ĘĮ╩ĮąĶę¬ī”PLC▀Mąą▀BŠĆŻ¼īŹ╩®▀^│╠ųąŻ¼═∙═∙ę²ŲŲ¾śIĄ─įOéõŠSą▐ĘĮ├µĄ─ŅÖæ]ĪŻę╗ĘN╩Ū╩╣ė├PC/PPIīŻė├ŠÄ│╠ļŖ└|▀BĮėPCĄ─┤«ąąĮė┐┌┼c┐╔ŠÄ│╠┐žųŲŲ„S7-200Ą─ŠÄ│╠┐┌Ż¼┐╔ęįÅ─PLCų▒Įėūx╚ĪįOéõ╝ė╣ż╚šųŠ╬─╝■Ż¼▓╔╝»Ė„ĘN╦∙ąĶĄ─ĦĢrś╦Ą─╔·«a▀^│╠öĄō■Ż¼░³└©╝ė╣żĢrķgĪó╬’┴Žą┼ŽóĪó╝ė╣żš▀Ą╚Ż¼╚╗║¾į┘═©▀^PLCĄ─ęį╠½ŠWĮjĮė┐┌▐DōQą┼ŽóĮoMESĄ─öĄō■ÄņĪŻ
2)RFID▓╔╝»ĘĮ╩Į
└¹ė├¤oŠĆ╔õŅlūRäe╝╝ąg(RFID)▓╔╝»╝ė╣żöĄō■Īóėŗ┴┐öĄō■Īó╬’┴Ž┼·┤╬öĄō■Ą╚Ż¼═©▀^ęį╠½ŠWĮjé„▀fĮoöĄō■ÄņŻ¼▀@ĘNĘĮ╩Įį┌▓╔╝»Ą─ą┼ŽóŅlĘ▒ĢrĢ■╩▄ĄĮę╗Č©Ž▐ųŲŻ¼ų╗▀m║Žū„×ķöĄō■▓╔╝»Ą─ča│õ╩ųČ╬ĪŻ
3)ė|├■Ų┴▓╔╝»ĘĮ╩Į
į┌¼Fł÷įOų├ĮKČ╦(╚ńė|├■Ų┴ĮKČ╦)Ż¼ė╔▓┘ū„╚╦åTų▒Įėį┌ė|├■Ų┴▌ö╚ļę╗ą®╔·«aöĄō■Ż¼┐╔ęįė├ė┌¼Fł÷▓ķįāŻ¼Ą½▓╗─▄å╬¬Ü═Ļ│╔ą┼ŽóĄ─▓╔╝»╣”─▄Ż¼ų╗─▄ę└┐┐┼cŲõ╦¹Ą─öĄō■▓╔╝»ĘĮ╩Į╣▓═¼ū„ė├ĪŻ
4)ęį╠½ŠW▓╔╝»
ęį╔Ž╚²ĘNĘĮ╩ĮČ╝╩Ū¼Fł÷┐éŠĆĄ─ĘĮ╩ĮŻ¼┤µį┌┐éŠĆś╦£╩▓╗ę╗Ż¼Å─Č°ī¦ų┬┐žųŲŠWĮjķg╗ź▀Bęį╝░┐žųŲŠWĮj┼cŲ¾śI╔ŽīėŠWĮjĮ╗ōQöĄō■│÷¼F┴╦┤·ār▀^Ė▀Ą╚å¢Ņ}ĪŻ╚ń║╬Įyę╗īó╔·«aįOéõ▓╔╝»ĄĮĄ─öĄō■╦═╚ļMESŽĄĮyöĄō■Äņ╩Ūę¬ĮŌøQĄ─å¢Ņ}Ż¼╩╣ė├╣żśIęį╠½ŠW─▄║▄║├Ą─ĮŌøQ▀@ą®å¢Ņ}ĪŻ
ė╔ė┌FMS╩╣ė├Ą─╩Ū╬„ķTūė┐žųŲŲ„S7-200Ż¼┼õėą═©ėŹ─ŻēKCP243-1ĪŻCP243-1╩Ūę╗ĘN═©ėŹ╠Ä└ĒŲ„Ż¼įOėŗė├ė┌į┌S7-200ūįäė╗»ŽĄĮyųą▀\ąąĪŻ╦³┐╔ė├ė┌īóS7-200ŽĄĮy▀BĮėĄĮ╣żśIęį╠½ŠW(IE)ųąŻ¼ėąų·ė┌S7«aŲĘ═©▀^ę“╠žŠW▀Mąą═©ėŹĪŻę“┤╦Ż¼┐╔ęį╩╣ė├STEP 7-MicroWINī”S7-200▀Mąą▀h│╠ĮMæBĪóŠÄ│╠║═į\öÓĪŻČ°ŪęŻ¼ę╗┼_S7-200▀Ć┐╔═©▀^ęį╠½ŠW┼cŲõ╦¹S7-200ĪóS7-300╗“S7-400┐žųŲŲ„▀Mąą═©ėŹŻ¼▓ó┐╔ė┌OPCĘ■äšŲ„▀Mąą═©ėŹĪŻį┌š¹éĆŽĄĮyĄ─ęį╠½ŠW└’Ż¼CP243-1┐╔ęįū„×ķĘ■äšŲ„Ż¼ę▓┐╔ęįū„×ķ┐═æ¶ÖCŻ¼ō■┐═æ¶ė░Ę■äšŲ„įŁ└ĒĄ─├┐éĆ═©Ą└▀\ąąĪŻ├┐éĆ═©Ą└├┐┤╬ų╗─▄Įė╩šĪó╠Ä└Ē╗“Ēææ¬(ų„äėĒææ¬╗“▒╗äėĒææ¬)ę╗éĆ├³┴ŅĪŻų╗ėąį┌░l╦═Ēææ¬║¾Ż¼CP243-1═©ėŹ╠Ä└ĒŲ„▓┼─▄Įė╩šŲõ╦¹├³┴ŅĪŻ╚ńłD3╦∙╩ŠĪŻ
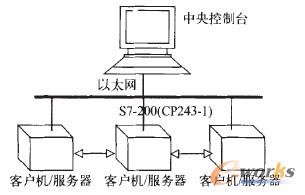
łD3 ęį╠½ŠW═©ėŹĘĮ╩Į
3 ╗∙ė┌OPC╝╝ągĄ─öĄō■▓╔╝»
3.1 OPC╝╝ąg
▓╗šō╩Ūų▒ĮėÅ─įOéõūįäė½@Ą├öĄō■Ż¼▀Ć╩Ū═©▀^╣żśIęį╠½ŠW½@Ą├öĄō■Ż¼╔·«a▀^│╠īŹĢrą┼ŽóŽĄĮyĄ─öĄō■▓╔╝»æ¬įō▓╔ė├ę╗ų┬Īóś╦£╩Ą─öĄō■▓╔╝»Įė┐┌ĪŻ▀@▓╗Ą½─▄╠ßĖ▀š¹éĆŽĄĮyĄ─═©ė├ąįŻ¼ĮĄĄ═ŽĄĮyĄ─Å═ļsČ╚Ż¼Č°Ūę▀Ć┐╔ęįį÷ÅŖŽĄĮyĄ─┐╔öUš╣ąįĪŻę“┤╦Ż¼ŽĄĮyĄ─īŹĢröĄō■▓╔╝»Įė┐┌▓╔ė├┴╦─┐Ū░ć°ļH╔Ž┴„ąąĄ─ś╦£╩OPCĮė┐┌ĪŻOPC(OLE for process control)╩ŪŪČ╚ļ╩Į▀^│╠┐žųŲś╦£╩Ż¼╩Ūė├ė┌Ę■äšŲ„/┐═æ¶Č╦µ£ĮėĄ─Įyę╗Č°ķ_Ę┼Ą─Įė┐┌ś╦£╩║═╝╝ągęÄĘČŻ║OLE╩Ū╬ó▄ø×ķWindowsŽĄĮyĪóæ¬ė├│╠ą“ķgĄ─öĄō■Į╗ōQČ°ķ_░lĄ─╝╝ągŻ¼╩ŪObject Linking and Embedding┐sīæĪŻ▓╗═¼Ą─╣®æ¬╔╠Ą─ė▓╝■┤µį┌▓╗═¼Ą─ś╦£╩║═ģfūhŻ¼OPCū„×ķę╗ĘN╣żśIś╦£╩Ż¼╠ß╣®┴╦╣żśIŁhŠ│ųąą┼ŽóĮ╗ōQĄ─Įyę╗ś╦£╩▄ø╝■Įė┐┌Ż¼öĄō■ė├æ¶▓╗ė├į┘×ķ▓╗═¼ÅS╝ęĄ─öĄō■į┤ķ_░l“īäė╗“Ę■äš│╠ą“ĪŻOPCīóöĄō■üĒį┤╠ß╣®Ą─öĄō■ęįś╦£╩ĘĮ╩Įé„▌öų┴╚╬║╬┐═æ¶ÖCæ¬ė├│╠ą“ĪŻ▒Š╚ßąįųŲįņŽĄĮy╩╣ė├╬„ķTūėV1.0 PC Access SP3ū„×ķīŹĢröĄō■ÄņŻ¼╣®╔Ž╬╗ÖCĄ─Ųõ╦¹│╠ą“įLå¢Ż¼╩Ūķ_Ę┼Ą─īŹĢröĄō■Äņś“┴║Īóųą▐DšŠŻ║═¼ĢrPC Access╩ŪīŻ×ķ▀BĮėS7-200 PLC║═S7-200═©ą┼─ŻēKČ°įOėŗĄ─OPCĘ■äšŲ„Ż¼╦³Ž“OPC┐═æ¶Č╦╠ß╣®öĄō■ą┼ŽóŻ¼┐╔ęį┼c╚╬║╬ś╦£╩Ą─OPC Client(┐═æ¶Č╦)═©ėŹĪŻ╦³ų¦│ų╦∙ėąĄ─S7-200öĄō■ą╬╩ĮŻ¼STEP 7-Micro/WIN PLCŠÄ│╠▄ø╝■ųąĄ─Ę¹╠¢Č╝┐╔ęį▌p╦╔ęŲų▓ĄĮPC AccessĒŚ─┐ųąŻ¼ų¦│ųČÓPLCĄ─▀BĮėų¦│ų╦∙ėąĄ─S7-200ģfūhĪŻ┐╔ęįį┌PCÖC╔Ž▒O┐žĪóš{ė├║═╠Ä└ĒPLCĄ─öĄō■║═╩┬╝■ĪŻ
PC AccessĄ─╣żū„─Ż╩Į╩ŪęįŲõ×ķ▀BĮėS7-200 PLC║═S7-200═©ą┼─ŻēKČ°įOėŗĄ─OPCĘ■äšŲ„Ż¼Å─PROFIBUS¼Fł÷┐éŠĆ▓╔╝»įOéõöĄō■Ż¼į┘═©▀^OPCĘĮ╩ĮŻ¼é„╦═ĄĮMES▒O┐žĘ■äšŲ„Ż¼ė╔MES▒O┐žĘ■äšŲ„ĮM┐Ś▓╔╝»ĄĮĄ─öĄō■Ż¼▀Mąą▒O┐žĮń├µĄ─ĮM┐ŚŻ¼īŹ¼FöĄō■Ą─┐╔ęĢ╗»Īół¾Š»Ą╚╣”─▄ĪŻ═¼ĢrPC Access▄ø╝■ūįĦOPC┐═涣yįćČ╦Ż¼ė├æ¶┐╔ęįĘĮ▒ŃĄ─Öz£yŲõĒŚ─┐Ą─═©ėŹ╝░┼õų├Ą─š²┤_ąįŻ║
3.2 öĄō■▓╔╝»ŽĄĮyĄ─OPCįOėŗ╝░īŹ¼F
OPCĄ─ūįČ©┴xĮė┐┌╩Ūę╗ĘNCOMĮė┐┌Ż¼ų„ę¬ė├ė┌▓╔ė├C++šZčįĄ─æ¬ė├│╠ą“ķ_░lĪŻ
╩ūŽ╚ę¬│§╩╝╗»COMÄņColnitialize(NULL)Ż¼Į©┴ó┼cĘ■äšŲ„Ą─▀BĮėŻ¼OPC┐═æ¶Č╦▓╔ė├ėåķåĄ─ĘĮ╩Įūx╚ĪöĄō■▀m║Ž╚ßąįųŲįņŽĄĮyą┼Žó┴┐┤¾Ą─╠ž³cŻ¼╠ßĖ▀ą┼Žó╠Ä└ĒĄ─╦┘Č╚ĪŻ╚ńłD4╦∙╩ŠĪŻ
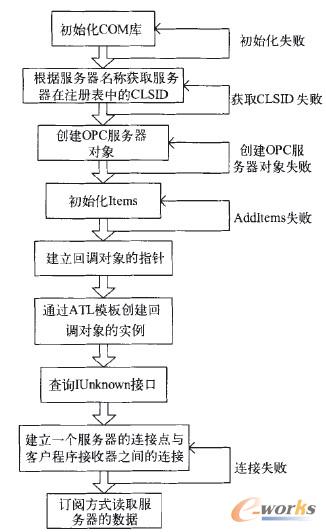
łD4 ▄ø╝■įOėŗ┴„│╠łD
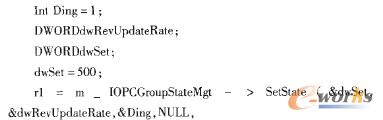
Ž┬├µ╩Ū═©▀^ėåķåĘĮ╩Į½@Ą├öĄō■Ą─▓┐Ęų┤·┤aŻ¼ėåķåĘĮ╩ĮĢrŻ¼OPC┐═æ¶│╠ą“ī”Ę■äšŲ„šłŪ¾ĢrŻ¼OPC┐═æ¶│╠ą“▓┘ū„║¾┴ó╝┤ĘĄ╗žŻ¼▓╗ė├Ą╚┤²OPCĘ■äšŲ„Ą─▓┘ū„Ż¼┐╔ęį▀MąąŲõ╦¹▓┘ū„Ż¼OPCĘ■äšŲ„Ą─GroupĮMį┌ĮMā╚ėąöĄō■░l╔·Ė─ūāĢrŻ¼ūįäėĖ³ą┬ų▄Ų┌╦óą┬ŽÓæ¬Ą─┐═æ¶Č╦öĄō■Ż¼┐═æ¶Č╦ų╗Ž“OPCĘ■äšŲ„░l╦═ę╗┤╬šłŪ¾Ż¼ų«║¾▓╗į┘ī”Ę■äšŲ„šłŪ¾ĪŻ
ĮY║ŽĄ─öĄō■▓╔╝»─Ż╩ĮŻ¼īŹ¼Fūįäė╗»╔·«aŻ¼▓óŪę▓╔ė├Įyę╗Ą─OPCĮė┐┌Ż¼į┌VC++ŲĮ┼_╔Žķ_░l┴╦MES╣▄└Ē▄ø╝■Ą─öĄō■▓╔╝»▓┐ĘųĪŻīŹļHĮY╣¹ę▓▒Ē├„Ż¼╗∙ė┌OPC╝╝ągĄ─MESöĄō■▓╔╝»ĘĮ╩Į╗∙▒ŠĘ¹║Ž╚ßąįųŲįņ╔·«aŠĆ╔ŽĄ─ę¬Ū¾Ż¼Ą½╩ŪMES╩╣ė├Ą─╩ŪīŹĢröĄō■ÄņV1.0 PCAccess SP3Ż¼├µī”┤¾ęÄ─ŻĄ─╔·«a▓╗─▄║▄║├Ą─ßśī”FMSį┌╔·«a▀^│╠ųą┤¾┴┐öĄō■▓╔╝»ŪķørŻ¼▀mæ¬Ż¼Ūęį┌öĄō■Äņ║══©ėŹĘĮ├µ▀Ćėą┤²Ė─▀MŻ¼Į©┴ó═Ļ╔ŲĄ─öĄō■ą┼ŽóŲĮ┼_╩ŪĮ±║¾Ą─ų„ę¬ĘĮŽ“ĪŻ
FMSĄ─öĄō■▓╔╝»▓┐Ęų╩ŪīóPCSīėĄ─įOéõą┼ŽóĪó╬’┴Ž╝ė╣żą┼ŽóĪó£y┴┐ą┼ŽóĪóŲĘ┘|ą┼Žó╩š╝»ĄĮųą┐ž┼_Ą─Ę■äšŲ„╔ŽŻ¼▀@ą®öĄō■╠Ä└Ē║¾’@╩Šį┌MES╣▄└Ē▄ø╝■ųąĪŻ
4 ąĪĮY
£╩┤_ĪóīŹĢr½@Ą├öĄō■╩ŪMESĄ─ĻPµIĪó┴╝║├Ą─öĄō■▓╔╝»ŽĄĮy─▄ē“ėąą¦Ą─▀MąąŲ¾śIĄ─ŠC║Ž╣▄└ĒĪŻ▒Š╬─ęį╚ßąįųŲįņŽĄĮy×ķ└²Ż¼═©▀^ūįäė╗»įOéõĄ─¼Fł÷┐éŠĆ┼c╣żśIęį╠½ŠWŽÓĮY║ŽĄ─öĄō■▓╔╝»─Ż╩ĮŻ¼īŹ¼Fūįäė╗»╔·«aŻ¼▓óŪę▓╔ė├Įyę╗Ą─OPCĮė┐┌Ż¼į┌VCŻ½Ż½ŲĮ┼_╔Žķ_░l┴╦MES╣▄└Ē▄ø╝■Ą─öĄō■▓╔╝»▓┐ĘųĪŻīŹļHĮY╣¹ę▓▒Ē├„Ż¼╗∙ė┌OPC╝╝ągĄ─MESöĄō■▓╔╝»ĘĮ╩Į╗∙▒ŠĘ¹║Ž╚ßąįųŲįņ╔·«aŠĆ╔ŽĄ─ę¬Ū¾Ż¼Ą½╩ŪMES╩╣ė├Ą─╩ŪīŹĢröĄō■ÄņV1.0 PCAccessSP3Ż¼├µī”┤¾ęÄ─ŻĄ─╔·«a▓╗─▄║▄║├Ą─ßśī”FMSį┌╔·«a▀^│╠ųą┤¾┴┐öĄō■▓╔╝»ŪķørŻ¼▀mæ¬Ż¼Ūęį┌öĄō■Äņ║══©ėŹĘĮ├µ▀Ćėą┤²Ė─▀MŻ¼Į©┴ó═Ļ╔ŲĄ─öĄō■ą┼ŽóŲĮ┼_╩ŪĮ±║¾Ą─ų„ę¬ĘĮŽ“ĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌OPCĄ─╚ßąįųŲįņŽĄĮyųąĄ─MESöĄō■▓╔╝»čąŠ┐
▒Š╬─ŠWųĘŻ║http://m.lukmueng.com/html/solutions/1401938659.html