0 ę²čį
ĪĪĪĪöĄ┐žÖC┤▓š²Ž“Ė▀╦┘ĪóĖ▀Š½Č╚ĘĮ├µ░lš╣Ż¼Ė▀╦┘Ė▀Š½ŪąŽ„╝ė╣żęč│╔×ķĮī┘ŪąŽ„╝ė╣ż╝╝ągĄ─░lš╣┌ģä▌ĪŻū„×ķöĄ┐ž▄ć┤▓Ą─║╦ą─▓┐╝■ę╗ĄČ╝▄Ż¼┐╔▒ŻūC╣ż╝■═©▀^ę╗┤╬čbŖAūįäė═Ļ│╔▄掄═ŌłAĪóā╚┐ūĪóČ╦├µĪółA╗ĪĪó┬▌╝yĪó£Ž▓█Ą╚╝ė╣ż╣żą“Ż¼▀mė├ė┌ÖC┤▓Īó╝ęļŖĪóŲ¹▄ćĪó²X▌åĪóę▒ĮĄ╚ąąśIĪŻ─┐Ū░ĮøØ·ą═öĄ┐ž▄ć┤▓ųąČÓöĄ╩╣ė├ę║ē║ĄČ╝▄Ż¼š{įć║═ŠSūoŽÓī”║åå╬ĪŻČ°į┌Ė▀ÖnöĄ┐žÖC┤▓ųą╩╣ė├Ė▀ąį─▄╦┼Ę■ĄČ╝▄Ż¼śO┤¾╠ßĖ▀┴╦öĄ┐ž▄ć┤▓Ė▀╦┘ąį─▄║═Å═ļs┴Ń╝■Ą─╝ė╣ż─▄┴”Ż¼Ą½š{įć║═┐žųŲŽÓī”Å═ļsŻ¼▒Š╬─ų°ųžī”╦┼Ę■ĄČ╝▄╦┼Ę■ŽĄĮyĄ─ļŖÜŌįOėŗ║═š{įćĻPµI╝╝ąg▀MąąĘų╬÷Ż¼▓óī”š{įćųą│÷¼FĄ─å¢Ņ}▀Mąą╚½├µĄ─Üw╝{║═┐éĮYĪŻ
1 æ¬ė├ė┌öĄ┐ž▄ć┤▓ųąĄ─ĄČ╝▄ą╬╩Į
ĪĪĪĪĖ∙ō■ĄČ╝▄äė┴”į┤▓╗═¼Ż¼┐╔Ęų×ķę║ē║ĄČ╝▄(Hydraulic turret)Īó╦┼Ę■ĄČ╝▄(Servo turret)Ż¼╝┤ę║ē║ĄČ╝▄ė╔ę║ē║±R▀_“īäėŻ¼┐╔ļpŽ“ą²▐DŻ¼Š═Į³▀xĄČĪŻĮYśŗ║åå╬Ż¼┐╣Ų½▌d─▄┴”ÅŖĪŻ╦┼Ę■ĄČ╝▄ė├╦┼Ę■ļŖÖC“īäėŻ¼Č©╬╗Š½Č╚Ė▀Ż¼äėū„£╩┤_┐╔┐┐Ż¼┐╔ļpŽ“ą²▐DŻ¼╦┘Č╚┐ņŻ¼ŲĮĘĆĪŻĮYśŗĖ³×ķÅ═ļsŻ╗ĄČ╝▄┐╔ĘQų«×ķÅ═║Žą═ĄČ╝▄Ż¼┤╦ĄČ╝▄ų„ę¬╩Ūį÷╝ė┴╦ĄČŠ▀äė┴”╣”─▄Ż¼į┌Ė„╣ż╬╗Š∙┐╔čbäė┴”ĄČŠ▀Ż¼ŪęāHį┌╣żū„╬╗ų├ą²▐DŻ¼ą╬╩ĮČÓŪę╩╣ė├ĘĮ▒ŃĪŻ┐╔░čäė┴”ĄČŠ▀┼õų├×ķ▄ć┤▓Ą─Ą┌Č■ų„▌SŻ¼į┘ĮY║Žc▌S╣”─▄Ż¼─▄═Ļ│╔Å═ļsą═├µĄ─╝ė╣żĪŻ
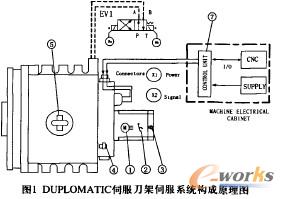
ĪĪĪĪ▒Š╬─īóęį▒Š╣½╦ŠūŅą┬čą░lĄ─ą▒┤▓╔Ē╩Į▌å▌×▄ćLG24Ż¼öĄ┐žŽĄĮy▓╔ė├FANUC 0i-TDŽĄĮyŻ¼┼õų├Ė▀ÖnöĄ┐ž╦┼Ę■ĄČ╝▄SM-H-32 series 00(ęŌ┤¾└¹DUPLOMATIC╣½╦ŠųŲįņ)×ķ└²▀Mąąįö╝ÜĄ─šf├„ĪŻĄČ╝▄┐žųŲå╬į¬×ķDD4-10.400/20Ż¼äė┴”ļŖį┤400V+15Żź-10ŻźŻ¼ų▒┴„┐žųŲļŖį┤24VĪŻĄČ╝▄×ķ12╣ż╬╗Ż¼ōQĄČĢrķg(ĄČ-ĄČ)0Ż«58sŻ¼Č©╬╗Š½Č╚4”Ż¼ųžÅ═Č©╬╗Š½Č╚1.6#ĪŻ╦┼Ę■ĄČ╝▄╦┼Ę■ŽĄĮyĮYśŗ╚ńłDl╦∙╩ŠŻ║1ļŖÖCĪó2¤ß▒Żūoķ_ĻPĪó3ėŗöĄŠÄ┤aĪó4ĄČ╝▄╗ž┴Ńķ_ĻPĪó5ĄČ╝▄µiŠoķ_ĻPĪó7┐žųŲå╬į¬Īó8ĄČ╝▄µiŠoĘ┼╦╔ļŖ┤┼ķyĪŻ
2 ╦┼Ę■ĄČ╝▄æ¬ė├ųąĻPµI╝╝ągĘų╬÷
ĪĪĪĪ2.1╦┼Ę■ĄČ╝▄╦┼Ę■ŽĄĮyśŗ│╔╝░ļŖÜŌįOėŗ
ĪĪĪĪ╦┼Ę■ĄČ╝▄╦┼Ę■ŽĄĮyė╔ĄČ╝▄▒Š¾wĪó╦┼Ę■ļŖÖCĪóĄČ╝▄┐žųŲå╬į¬Īóę║ē║ŽĄĮyĪóCNCĄ╚ĮM│╔Ż¼ĄČ╝▄┐žųŲå╬į¬═©▀^Įė┐┌CN7┼cĄČ╝▄▒Š¾wŽÓ▀BĮėŻ¼½@╚ĪĄČ╝▄▒Š¾w╔ŽµiŠoą┼╠¢Īó╗ž┴Ńą┼╠¢ĪóļŖÖC¤ß▒Żūo▒O£yą┼╠¢║═į÷┴┐├}ø_ą┼╠¢ĪŻĄČ╝▄╦┼Ę■ŽĄĮyļŖÜŌįOėŗųąŻ¼īóĄČ╝▄┐žųŲå╬į¬░l│÷Ą─ĄČ╝▄µiŠo(EVLOCK)║═Ę┼╦╔ą┼╠¢(EVULOCK)▀BĮėĄĮā╔éĆųą└^ŠĆ╚”╔ŽŻ¼ęįīŹ¼Fųąķg└^ļŖŲ„┐žųŲę║ē║ŽĄĮyųąĄČ╝▄µiŠo║═Ę┼╦╔ļŖ┤┼ķyäėū„ĪŻCNC═©▀^ŽĄĮyI/O─ŻēK┼cĄČ╝▄┐žųŲå╬į¬▌ö╚ļĮė┐┌CN2,▌ö│÷Įė┐┌CN1ŽÓ▀BĮėĪŻCNCā╚ų├Ą─PMC(Ēśą“┐žųŲŲ„)ī”ĄČ╝▄┐žųŲå╬į¬Ą─▌ö╚ļ▌ö│÷ą┼╠¢▀Mąą▀\╦Ń║═╠Ä└ĒĪŻ
ĪĪĪĪ2.2 ╦┼Ę■ĄČ╝▄┐žųŲįŁ└Ē╝░╣żū„┴„│╠
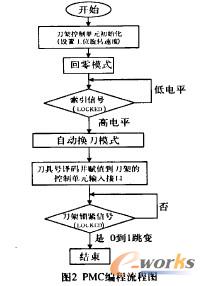
ĪĪĪĪ┐žųŲå╬į¬╠ß╣®ČÓĘN▀\ąą╣”─▄Ż¼Ė„ĘN╣”─▄ė╔─Ż╩Į1, 2, 3 (MODE 1, MODE2, MODE3)▀MąąŠÄ┤aūRäeŻ¼╚ńĄČ╝▄ūįäėš²Ę┤▐DĪóūįäėūŅČ╠┬ĘÅĮĪó╩ųäėš²Ę┤▐D▀xĄČĪó╝▒═ŻĪóÅ═╬╗Īó░▓╚½─Ż╩ĮĄ╚7éĆ╣”─▄ĪŻį┌╦┼Ę■ĄČ╝▄▀\ąąŪ░╩ūŽ╚įOČ©╣”─▄─Ż╩ĮŻ¼Įėų°ė╔CNCŽ“┐žųŲå╬į¬Ą─I/OĮė┐┌CN2ųąPBITOI,PBIT02, PBIT04, PBIT08, PBIT16╣▓5╬╗ĄČŠ▀╠¢Ż¼╝░Ųµ┼╝ąŻ“×╬╗PARITY▀Mąą┘xųĄŻ¼ĄČ╝▄╗ž┴ŃĢrąĶ╚½▓┐┘xöĄųĄ0Ż¼ī”ė├æ¶▌ö╚ļĄ─TųĖ┴ŅŻ¼ė╔CNC▀Mąąūg┤a╠Ä└Ē║¾Ż¼ĮoPBITOI-PBIT16, PARITYĘųäe┘xĄČŠ▀ųĄ║═Ųµ┼╝ąŻ“×┤aĪŻūŅ║¾åóäė┐žųŲå╬į¬Ą─PSTARTą┼╠¢▓óŠS│ų30msęį╔ŽŻ¼╝┤┐╔īŹ¼F╦┼Ę■ĄČ╝▄Ą─╗ž┴ŃĪóūįäėōQĄČĪó╩ųäėš²Ę┤▐D▀xĄČĄ╚▓┘ū„ĪŻųĄĄ├ūóęŌĄ─ę╗³cŻ¼╦┼Ę■ĄČ╝▄į┌öĄ┐žÖC┤▓├┐┤╬═©ļŖ║¾Ż¼▒žĒÜ▀MąąĄČ╝▄Ą─╗ž┴Ń▓┘ū„Ż¼Ę±ätĄČ╝▄īó¤oĘ©▀\ąąĪŻĄČ╝▄µiŠoą┼╠¢(LOCKED)│ŻæB×ķ1Ż¼į┌ōQĄČķ_╩╝║═ĮY╩°Ģrīó░l╔·╠°ūāĪŻ«ö│÷¼FĄČŠ▀╦„ę²ą┼╠¢(INDEXD)×ķ1ĢrŻ¼═¼ĢrµiŠoą┼╠¢░l╔·0ĄĮ1Ą─╠°ūāŻ¼╝┤┐╔┼ąöÓōQĄČ▀^│╠ęčĮY╩°Ż¼ūįäėōQĄČĢrPMCŠÄ│╠┴„│╠łD╚ńłD2╦∙╩ŠĪŻ
ĪĪĪĪ2.3 ╦┼Ę■ĄČ╝▄š{įćųąĻPµIå¢Ņ}Ęų╬÷
ĪĪĪĪ╩ūŽ╚┤_▒ŻļŖÜŌ▀BĮėĄ─£╩┤_┼c░▓╚½Ż¼Ųõ┤╬▒ŻūCį┌ÖC┤▓īŹļH╣żørŽ┬Ż¼ļŖÜŌ▀BĮėĄ─┐╔┐┐┼cĘĆČ©ĪŻĄČ╝▄╦┼Ę■ŽĄĮyųąę║ē║ŽĄĮyų„ę¬┐žųŲĄČ╝▄Ą─µiŠo║═Ę┼╦╔Ż¼µiŠoē║┴”ĘĆČ©į┌4šū┼┴ū¾ėęŻ¼ę║ē║ŽĄĮyĄ─║├ē─ų▒ĮėøQČ©ĄČ╝▄Ą─┐╔┐┐▀\ąąŻ¼ĄČ╝▄µiŠoą┼╠¢(LOCKED)ĀŅæBĄ─īŹĢr▒O£yŻ¼┐╔▒▄├ŌĄČ╝▄Ą─š`äėū„║═ū▓ĄČŻ¼į┌PMC┐žųŲ│╠ą“ųąŻ¼ę¬īóµiŠoą┼╠¢ū„×ķĻPµI┐žųŲŚl╝■üĒ╠Ä└ĒŻ¼ę╗Ą®į┌╣ż╝■╝ė╣ż▀^│╠ųąµiŠoą┼╠¢░l╔·ūā╗»Ż¼CNCąĶ┴ó╝┤«a╔·╝▒═Żł¾Š»Ż¼═¼ĢrŪąöÓÖC┤▓╦┼Ę■▌SĪóų„▌S╝░╦┼Ę■ĄČ╝▄Ą─äė┴”ļŖį┤ĪŻĄČ╝▄┐žųŲå╬į¬╔Žėąą┼╠¢▒O£y┤░┐┌Ż¼š{įćųą┐╔īŹĢr┴╦ĮŌĄČ╝▄▒Š¾wĄ─Ė„ĘNą┼╠¢ĀŅæB╝░ĄČ╝▄ł¾Š»┤·┤aĪŻį┌│÷¼F╚╬║╬ł¾Š»┤·┤aĢrŻ¼ĄČ╝▄īó¤oĘ©▀\ąąŻ¼š{įćųą▒žĒÜīóMODE1-MODE3┘xöĄųĄ┴Ń╝┤┐╔īół¾Š»Å═╬╗Ż¼═¼ĢrĖ∙ō■ł¾Š»┤·┤a┼┼▓ķ╣╩šŽįŁę“Ż¼┤²ł¾Š»įŁę“╠Ä└Ē═Ļ«ģŻ¼▓┼┐╔▀MąąĄČ╝▄Ą─▀\ąą╣”─▄š{įćĪŻ
3 ĮY╩°šZ
ĪĪĪĪļSų°Ė▀ÖnöĄ┐ž▄ć┤▓╦┼Ę■ĄČ╝▄Ą─ÅVĘ║╩╣ė├Ż¼ī”š{įć╚╦åTĄ─PMCŠÄ│╠╝░ļŖÜŌįOėŗ╠ß│÷Ė³Ė▀Ą─ę¬Ū¾Ż¼Ą½ų╗꬚Ų╬š╦┼Ę■ĄČ╝▄╦┼Ę■ŽĄĮyĄ─ę╗░Ńśŗ│╔įŁ└Ē║═ĻPµIą┼╠¢Ą─╠Ä└ĒŻ¼┐╔╠ßĖ▀╦┼Ę■ĄČ╝▄╩╣ė├Ą─┐╔┐┐ąį║═ĘĆČ©ąįŻ¼ī”╠ß╔²š¹éĆöĄ┐ž▄ć┤▓Ą─ąį─▄║═╝ė╣ż─▄┴”ŲĄĮų┴ĻPųžę¬Ą─ū„ė├ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║öĄ┐ž▄ć┤▓ųąöĄ┐ž╦┼Ę■ĄČ╝▄╦┼Ę■ŽĄĮyĻPµI╝╝ągĘų╬÷
▒Š╬─ŠWųĘŻ║http://m.lukmueng.com/html/support/1112159285.html