Į³─ĻüĒŻ¼ļSų°─ŻŠ▀╣żśIĄ─’w╦┘░lš╣Ż¼CAD/CAE/CAM╝╝ągųØuæ¬ė├ė┌─ŻŠ▀╣żśIŻ¼ą¦╣¹┴╝║├Ż¼╩▄ĄĮŲ¾śIĄ─ŪÓ▓AĪŻ×ķØMūŃ─ŻŠ▀╣żśIĄ─īŻśIąįę¬Ū¾Ż¼▄ø╝■ÅS╔╠ßśī”Ė„ŅÉ─ŻŠ▀Ą─╠ž³c═Ų│÷╣”─▄═Ļ╔ŲŻ¼▓┘ū„║å▒ŃĄ─CAD/CAE/CAMīŻė├ŽĄĮyĪŻČ°Moldflow▄ø╝■Ą─æ¬ė├╩Ūūó╦▄─ŻŠ▀CAEĘų╬÷ūŅŠ▀┤·▒ĒąįĄ─▄ø╝■Ż¼╦³▓╗āH─▄ē“─ŻöMĘų╬÷¤ß╦▄ąį╦▄┴Ž╚█¾w▀M╚ļ─ŻŠ▀Ą─┴„äė▀^│╠Ż¼Č°Ūę┐╔ęįī”╦▄┴ŽĄ─Ø▓┐┌╬╗ų├Īóē║┴”Ęų▓╝Īó└õģs▀^│╠ęį╝░ūó╔õ╣ż╦ćŚl╝■Ą╚▀Mąą─ŻöMĘų╬÷ĪŻšę│÷┐╔─▄│÷¼FĄ─╚▒Ž▌Ż¼╠ßĖ▀ę╗┤╬įć─Ż│╔╣”┬╩Ż¼ĮĄĄ═╔·«a│╔▒ŠŻ¼┐sČ╠╔·«aų▄Ų┌ĪŻ
1 ╦▄╝■ĮYśŗĘų╬÷
įō«aŲĘ×ķ┤Ą’LÖCĄ─═ŌÜżŻ¼┐é¾wķLČ╚×ķ180mmŻ¼īÆČ╚×ķ90mmŻ¼Ė▀Č╚×ķ25mmĪŻ▓╔ė├┼_×│Ųµ├└╣½╦Š╔·«aĄ─ABS╦▄┴ŽŻ©▒¹Ž®ļµŻ«ČĪČ■Ž®ę╗▒Įęꎮ╣▓Š█╬’Ż®Ż¼│╔ą═╩š┐s┬╩×ķ0.4%Ī½0.7%Ż¼ŲõŠC║Žąį─▄▌^║├Īóø_ō¶ÅŖČ╚▌^Ė▀Īó╗»īWĘĆČ©ąįĪóļŖąį─▄┴╝║├ĪŻ▓ó┐╔▒Ē├µÕāŃtŻ¼ćŖŲß╠Ä└ĒŻ¼ėąĖ▀┐╣ø_ĪóĖ▀─═¤ßĪóūĶ╚╝ąį─▄Ż¼╚ßĒgąį║├ĪŻ▀mė├ė┌ųŲū„ę╗░ŃÖCąĄ┴Ń╝■Ż¼£p─ź─═─ź┴Ń╝■Ż¼é„äė┴Ń╝■║═ļŖėŹ┴Ń╝■ĪŻŲõ¾wĘe×ķ29.519cm3Ż¼▒┌║±×ķ2mmŻ¼Ųõ┘|┴┐×ķ30.995gŻ¼į┌NX▄ø╝■ųąīó┤Ą’LÖCĄ─═ŌÜż╚²ŠS─Żą═▐DōQ│╔STLĖ±╩Į╬─╝■į┘ī¦╚╦Moldflow▄ø╝■Ż¼▓╔ė├▒Ē├µŠWĖ±ŅÉą═äØĘųŠWĖ±Ż¼ŠWĖ±▀ģķLįO×ķ4mmŻ¼ŠWĖ±į\öÓ║¾Ż¼ą▐Ė─ŠWĖ±┐vÖM▒╚╩╣Ųõ┐vÖM▒╚Š∙į┌10ęįā╚Ż¼ŠWĖ±öĄ×ķ6078éĆŻ¼╚ńłD1╦∙╩ŠĪŻŠWĖ±äØĘųų«║¾Ż¼ī”Ųõ▀MąąØ▓┐┌╬╗ų├Ęų╬÷Ż¼ŲõūŅ╝čØ▓┐┌╬╗ų├╚ńłD2┐“│÷Ą─╬╗ų├Ż¼ŲõūŅ┤¾ūó╦▄ē║┴”×ķ144MPaĪŻ
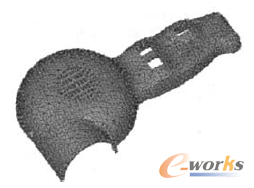
łD1 ─Żą═ŠWĖ±
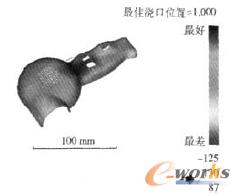
łD2 Ø▓┐┌╬╗ų├Ęų╬÷
2 ─ŻŠ▀ĮYśŗįOėŗ
2.1ūó╦▄─ŻŠ▀┐é¾wĮYśŗĄ─┤_Č©
╦▄╝■¾wĘeV=29.519cm3Ż¼├▄Č╚p=1.05g/cm3Ż¼Ųõ┘|┴┐×ķm=30.995gŻ¼╦▄╝■Ą─┐é¾w│▀┤ń×ķąĪą═Ż¼│▀┤ńŠ½Č╚▓╗Ė▀ĪŻ×ķ┴╦╠ßĖ▀╔·«aą¦┬╩Ż¼║å╗»─ŻŠ▀ĮYśŗŻ¼ĮĄĄ═─ŻŠ▀╔·«a│╔▒ŠŻ¼▓╔ė├ę╗─Żā╔Ū╗Ż¼│╔ųąą─ī”ĘQĄ─┼┼┴ąĘĮ╩ĮĪŻ
2.2ūó╦▄ÖC▀xō±╝░ģóöĄ┤_Č©
Ė∙ō■╦▄╝■¾wĘe║═Ęų╬÷Ą├ĄĮūŅ┤¾ūó╦▄ē║┴”Ż¼│§▀x║Ż╠ņūó╦▄ÖCSZI000/ZHŻ¼Ųõ└Ēšōūó╔õ┴┐×ķ145cm3Ż¼ūó╦▄ē║┴”×ķ176MPaŻ¼µi─Ż┴”×ķ1000kNŻ¼ęŲ─Żąą│╠×ķ310mmŻ¼ćŖūņŪ“░ļÅĮ×ķ12mmŻ¼ćŖūņ░ļÅĮ×ķ4mmŻ¼└ŁŚUā╚ķgŠÓ×ķ365mmx365mmĪŻ
─ŻŠ▀ą═Ū╗öĄąŻ║╦Ż║
n=(0.6G-C)/V
=(0.6×146-0.6x29.519)/29.519=2.35>2 (1)
ŲõųąŻ¼G-ūó╦▄ÖC╣½ĘQūó╦▄┴┐Ż¼C-Ø▓┐┌║═┴„Ą└Ą─┐é¾wĘeŻ¼V-å╬éĆųŲŲĘ¾wĘeĪŻ
µi─Ż┴”ąŻ║╦Ż║
F=p(nA+B)=34.2×(2×10740+0.35×10740)
=863kN<900kN (2)
ŲõųąŻ¼F-Ęųą═├µ╔ŽĄ─Øqķ_┴”Ż¼p-ą═Ū╗ā╚╚█¾wĄ─ŲĮŠ∙ē║┴”Ż¼A-├┐éĆųŲŲĘį┌Ęųą═├µ╔ŽĄ─═Čė░├µĘeŻ¼B-┴„Ą└║═Ø▓┐┌į┌Ęųą═├µ╔ŽĄ─═Čė░├µĘeĪŻ
Ė∙ō■ėŗ╦ŃĮY╣¹Ż¼īŹļH╦∙ąĶµi─Ż┴”ąĪė┌ūó╔õÖCĄ─├¹┴xµi─Ż┴”Ż¼Ę¹║ŽīŹļHę¬Ū¾ĪŻ
2.3Ø▓ūóŽĄĮyįOėŗ
1)ų„┴„Ą└│▀┤ńŻ¼Ė∙ō■╦∙▀xūó╦▄ÖCŻ¼ŲõćŖūņ░ļÅĮ×ķ4mmŻ¼ätų„┴„Ą└ūŅąĪČ╦│▀┤ń×ķŻ║
d=ūó╔õÖCćŖūņų▒ÅĮ+(0.5Ī½1)-5mm
×ķ┴╦▒Ńė┌īó─²┴ŽÅ─ų„┴„Ą└ųą╚Ī│÷Ż¼īóų„┴„Ą└įOėŗ│╔łAÕFą╬Ż¼Ųą▒Č╚×ķ1°Ż¼ĮøōQ╦ŃĄ├ų„┴„Ą└┤¾Č╦ų▒ÅĮΦ=7.8mmŻ¼Ė∙ō■─Ż╝▄Č©─Ż╣╠Č©░Õ║═ą═Ū╗╣╠Č©░ÕĄ─║±Č╚Ż¼┤_Č©ų„┴„Ą└┐éķL×ķ82mmĪŻ
2)Ęų┴„Ą└║═Ø▓┐┌Ą─įOėŗŻ¼Ė∙ō■MoldflowĄ─Ęų╬÷ĮY╣¹Ą├Ø▓┐┌ūŅ╝č╬╗ų├Ż¼ė╔ė┌«aŲĘī┘ė┌ÜżŅÉ╦▄╝■Ż¼ķ_─ŻĢrąĶūįäė└ŁöÓŻ¼╦∙ęį▀xō±³cØ▓┐┌Ż¼ų▒ÅĮ×ķ2mmŻ¼ą▒Č╚×ķ15°ĪŻė╔ė┌╦▄╝■▒Ē├µąĶę¬╣Ō╗¼Ż¼╦∙ęįØ▓┐┌╬╗ų├æ¬įOį┌╦▄╝■Ą─▒│├µĪŻČ°Ęų┴„Ą└▀xė├łAą╬Įž├µŻ¼ų▒ÅĮD=8cmŻ¼ęŖłD3ĪŻ
łD3 Ø▓ūóŽĄĮy
2.4└õģsŽĄĮyįOėŗ
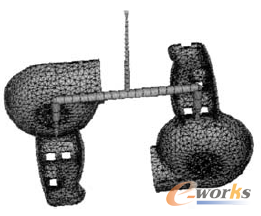
└õģs╦«Ą└▓╔ė├ų▒┴„╩ĮŻ¼Ųõ╝ė╣ż║åå╬Ż¼│╔▒ŠĄ═ĪŻ└õģs╦«Ą└Ęų×ķ╔ŽŽ┬ā╔īėŻ¼├┐īėĄĮ╦▄╝■Ą─ŠÓļx×ķ30mmĪŻė╔ė┌į┌ūó╦▄▀^│╠ųąÜż¾w░ļłAŪ“▓┐Ęų║═Ø▓ūó┴„Ą└▓┐Ęų£žČ╚▌^Ė▀Ż¼ąĶ╩╣╦«╣▄┐┐Į³▀@ą®▓┐ĘųŻ¼╠ßĖ▀└õģsą¦╣¹ĪŻĖ∙ō■╦▄╝■│▀┤ńŻ¼įOČ©├┐īė└õģs╦«╣▄4Ė∙Ż¼├┐Ė∙╣▄ķgŠÓ×ķ45mmŻ¼Å─łD4Ą─└õģsĘų╬÷┐┤▀M╦«╣▄║═│÷╦«╣▄£ž▓Ņ×ķ1.03ĪµŻ¼į┌2Īµęįā╚Ż¼▓╗Ģ■įņ│╔└õģs▓╗Š∙Ą─ŪķørĪŻ
łD4 └õģsŽĄĮy
3 ūó╦▄Ęų╬÷
3.1┴„äėĘų╬÷
łD5 ūó╦▄▀^│╠Ęų╬÷╝░┼┼ÜŌ┐ūįOėŗ
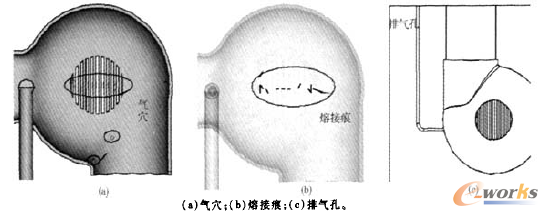
Å─┴„äėĘų╬÷üĒ┐┤(łD5(a)Īó(b)«ŗ╚”▓┐ĘųŻ®Ż¼į┌ūó╦▄▀^│╠ųąłD┤µį┌ÜŌč©║═╚█Įė║█Ż¼Ųõų„ę¬įŁę“╩ŪABS▓─┴Ž╬³Ø±▌^ÅŖŻ¼▓─┴Ž╦▄╗»Ģr║¼ėą▌^ČÓ╦«ĘųŻ¼ī¦ų┬│╔ą═Ģr┤µį┌ÜŌ┐ū║═╚█Įė║█ĪŻŲõĮŌøQĘĮĘ©╩Ū▓─┴Žį┌╦▄╗»ų«Ū░ąĶ▀Mąąę╗Č©Ą─Ė╔į’╠Ä└Ē4hŻ¼╩╣╦«Ęų║¼┴┐į┌0.2%ęįā╚ĪŻ═¼Ģrį┌─ŻŠ▀įOėŗĢrį÷╝ė┼┼ÜŌŽĄĮyįOėŗŻ¼╚ńłD7╦∙╩ŠŻ¼£p╔┘ÜŌ┐ū║═╚█Įė║█ĪŻė╔łD┐╔ęį┐┤│÷ÜŌč©║═╚█Įė║█│÷¼FĄ─╬╗ų├║▄ĮėĮ³Ż¼╦∙ęį┐╔į┌┤╦╬╗ų├įOėŗĒö│÷čbų├Ż¼▒Ńė┌┼┼ÜŌĪŻ
3.2┬NŪ·ūāą╬Ęų╬÷
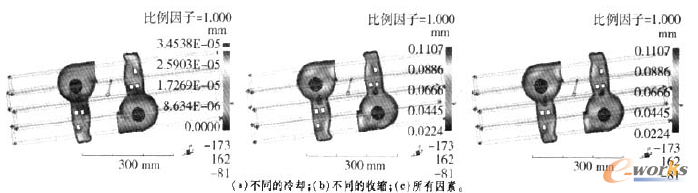
┬NŪ·╩Ūė╔╩š┐sūā╗»▀^┤¾ę²ŲĄ─ųŲ╝■╚▒Ž▌Ż¼ę╗░ŃŪķørŽ┬Ż¼ī¦ų┬╩š┐sūā╗»▀^┤¾Ą─įŁę“ėą3ŚlŻ║▓╗═¼ģ^ė“Ą─╩š┐s▓╗Š∙ä“Īó└õģs▓╗Š∙ä“║═Ęųūė▓╗Š∙ä“Ż¼╚ńłD6╦∙╩ŠĪŻÅ─Ęų╬÷ĮY╣¹┐┤Ż¼Ųõ┬NŪ·ūāą╬Ą─ūŅ┤¾ųĄ×ķ0.17mmŻ¼Ųõųąė╔ė┌└õģsę²ŲĄ─ūāą╬║▄ąĪ×ķ3x10-4mmŻ¼ė╔ė┌╩š┐s«a╔·Ą─ūāą╬×ķ0.17mmŻ«ę“┤╦╩Ū╩š┐sĢrę²Ų┬NŪ·Ą─ų„ę¬įŁę“ĪŻī”ė┌įō╦▄╝■╣½▓ŅĄ╚╝ē×ķ3╝ēŻ¼ŲõXĘĮŽ“│▀┤ń╣½▓Ņ×ķ0.3mmŻ¼YĘĮŽ“│▀┤ń╣½▓Ņ×ķ0.5mmŻ¼Å─Ęų╬÷ĮY╣¹┐┤Ż¼įOėŗØMūŃę¬Ū¾ĪŻ
łD6 ┬NŪ·ūāą╬
3.3╩š┐sĘų╬÷
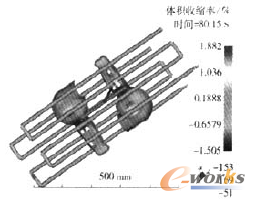
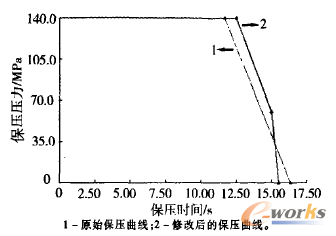
Å──ŻŠ▀£žČ╚łD┐╔ęį┐┤│÷Ż¼ūó╦▄▀^│╠ųą─ŻŠ▀£žČ╚Ęų▓╝▌^×ķŠ∙ä“Ż¼ų„ę¬į┌40Ī½60Īµų«ķgŻ¼ØMūŃ▓─┴Žī”─ŻŠ▀£žČ╚Ą─ę¬Ū¾ĪŻÅ─Ųõ¾wĘe╩š┐s┬╩üĒ┐┤Ż¼╩š┐s┬╩į┌-1.505%Ī½1.882%ų«ķgŻ¼│¼│÷┴╦▓─┴Žį╩įSĄ─ūŅ┤¾╩š┐s┬╩0.7%Ż¼╩š┐s┬╩▌^┤¾Ą─ĄžĘĮ╝»ųąį┌Ø▓┐┌ų▄ć·║═╦▄╝■─®Č╦ģ^ė“Ż¼╚ńłD7╦∙╩ŠĪŻ
╦▄╝■Ą─╩š┐s┬╩į┌║▄┤¾│╠Č╚╔Ž╚ĪøQė┌╚█¾wĄ─čaāö─▄┴”Ż¼Č°╚█¾wĄ─čaāö─▄┴”╚ĪøQė┌▒Żē║ē║┴”Ą─┤¾ąĪŻ¼ęį╝░į┌įōē║┴”Ž┬īó╚█¾w└^└mŽ“─Żā╚é„▀fĄ─▒Żē║ĢrķgŻ¼▀@ę╗▀^│╠ę¬│ų└mĄĮØ▓┐┌─²╣╠▓óĘŌķ]×ķų╣ĪŻ▒Żē║ē║┴”┤¾Ż¼▒Żē║ĢrķgķLŻ¼ät╦▄╝■Ą─╩š┐s┬╩Š═ąĪĪŻę“┤╦▒Żē║ē║┴”┼c▒Żē║Ģrķgī”╦▄╝■Ą─╩š┐s┬╩Ųų°ĘŪ│Żųžę¬Ą─ū„ė├ĪŻ
łD7 ¾wĘe╩š┐s┬╩
łD8 ▒Żē║ē║┴”┼c▒Żē║ĢrķgŪ·ŠĆłD
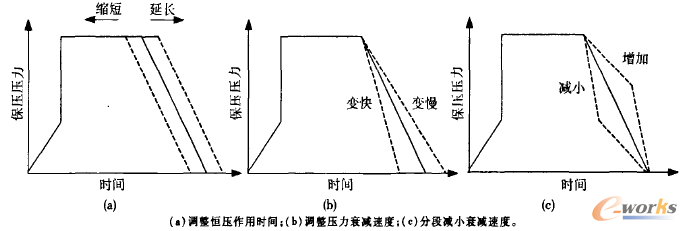
▒Żē║ē║┴”┼c▒Żē║Ģrķgī”╦▄╝■╩š┐s┬╩Ą─ė░Ēæ╚ńłD8╦∙╩ŠĪŻ░┤šš╩š┐s▓┐╬╗š{š¹▒Żē║ē║┴”║═▒Żē║ĢrķgŻ¼┐╔Ęų×ķ3ĘNŪķørĪŻ
1)╚ń╣¹š{š¹╦▄╝■─®Č╦ģ^ė“╩š┐s┴┐Ż¼ē║┴”┐╔ū„╚ńłD8(a)╦∙╩ŠĄ─ūā╗»ĪŻ┐sČ╠║ŃČ©ē║┴”ū„ė├Ą─ĢrķgŻ¼╦▄╝■─®Č╦╩š┐s┴┐į÷┤¾Ż╗╝ėķL║ŃČ©ē║┴”ū„ė├Ą─ĢrķgŻ¼╦▄┴Ž╝■─®Č╦╩š┐s┴┐£pąĪĪŻ
2)╚ń╣¹š{š¹Ø▓┐┌ĖĮĮ³Ą─╩š┐s┴┐Ż¼ī”ē║┴”┐╔ū„╚ńłD8(b)╦∙╩ŠĄ─š{š¹ĪŻē║┴”╦ź£p╦┘Č╚ūā┬²Ż¼ĮĄĄ═Ø▓┐┌ĖĮĮ³Ą─╩š┐s┴┐Ż╗╦ź£p╦┘Č╚ūā┐ņŻ¼į÷┤¾Ø▓┐┌ĖĮĮ³Ą─╩š┐s┴┐ĪŻ
3)╚ń╣¹š{š¹╦▄╝■ųąķgģ^ė“Ą─╩š┐s┴┐Ż¼ē║┴”š{š¹╚ńłD8(c)╦∙╩ŠĪŻ░čē║┴”Ą─╦ź£p▀^│╠Ęų×ķā╔Č╬Ż¼╚ń╣¹š{š¹ē║┴”×ķłDųąį÷╝ė╬╗ų├Ż¼ätĮĄĄ═╦▄╝■ųąķgģ^ė“Ą─╩š┐s┴┐Ż╗╚ń╣¹š{š¹ē║┴”×ķłDųą£p╔┘╬╗ų├Ż¼ätį÷╝ė╦▄╝■ųąķgģ^ė“Ą─╩š┐s┴┐ĪŻ
īŹļH╔ŽŻ¼├┐ę╗┤╬š{š¹╣ż╦ćģóöĄČ╝Ģ■ė░ĒæŲõ╦³▀Ć╬┤└õ─²Ą─ģ^ė“Ż¼ų╗╩Ūė░Ēæ│╠Č╚ŽÓī”ąĪę╗ą®ĪŻę╗░Ń欎╚š{š¹╦▄┴Ž╝■─®Č╦ģ^ė“Ą─╩š┐s┴┐Ż¼╚ń╣¹ėą▒žę¬Ż¼į┘š{š¹Ø▓┐┌ĖĮĮ³ģ^ė“Ż¼ūŅ║¾š{š¹ųąķgģ^ė“ĪŻ
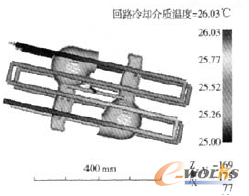
╬─ųą╩š┐s┬╩▌^┤¾Ą─ĄžĘĮį┌Ø▓┐┌ų▄ć·║═╦▄╝■─®Č╦Ż¼╦▄╝■─®Č╦╩š┐s┬╩ąĶ꬚{ąĪŻ¼Č°Ø▓┐┌ĖĮĮ³Ą─╩š┐s┬╩ąĶ꬚{┤¾Ż¼Įø▀^öĄ┤╬─ŻöMĘ┬šµų«║¾Ż¼Ą├│÷Ųõ▒Żē║Ū·ŠĆ╚ńłD9Ż¼Ųõ¾wĘe╩š┐s┬╩×ķ0.048%Ī½0.6986%ĪŻ╚ńłD10╦∙╩ŠŻ¼Ę¹║Ž╦▄╝■ę¬Ū¾ĪŻ
łD9 Ė─▀M║¾Ą─▒Żē║Ū·ŠĆ
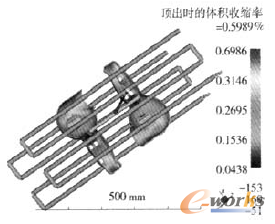
łD10 ā×╗»║¾Ą─¾wĘe╩š┐s┬╩
4 ĮY╩°šZ
└¹ė├Ė„ĘN│╔╩ņCADĪóCAE▄ø╝■Ą─ā×ä▌Ż¼į┌įOėŗŪ░░č«aŲĘįOėŗĪó─ŻŠ▀įOėŗĪóįć“׊C║Ž╚½├µ┐╝æ]Ż¼┤¾┤¾£p╔┘ę“įOėŗ▓╗║Ž└ĒČ°įņ│╔Ą─Ģrķgčėš`Ż¼į÷╝ėįOėŗĄ─┐╔ą┼Č╚Ż¼▀_ĄĮ▒▄├ŌįOėŗ╚▒Ž▌Ż¼┐sČ╠ķ_░lų▄Ų┌Ą──┐Ą─ĪŻ▀@└’ūó╔õ│╔ą═╣ż╦ćĘų╬÷▀^│╠║═æ¬ė├蹊┐╩Ūę╗éĆ╔µ╝░▌^ČÓ╣ż╦ćģóöĄĄ─æ¬ė├ąį┐ŲčąšnŅ}Ż¼Ųõųąī”─│ą®ģóöĄĄ─蹊┐║═šJūRļy├Ō┤µį┌ę╗Č©Ą─š`ģ^║═▓╗ūŃŻ¼ī”įSČÓ╣ż╦ćŽÓĻPąįĘĮ├µ▀Ćėą┤²ė┌ū÷▀Mę╗▓ĮĄ─蹊┐║═╠Į╦„ĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╗∙ė┌NX║═Master CAMĄ─LCD║ąūó╦▄─ŻŠ▀įOėŗ┼c╝ė╣ż
▒Š╬─ŠWųĘŻ║http://m.lukmueng.com/html/support/11121514705.html