1 Ė┼╩÷
ļSų°╩»ė═┐▒╠Į╝╝ągĄ─░lš╣╝░╩»ė═ķ_░lģ^ė“Ą─▓╗öÓöU┤¾Ż¼ė═Š«╔ŅČ╚ę▓╚šęµį÷┤¾Ż¼ė╚Ųõį┌╬„▒▒Ąžģ^Ż¼3 000├ūęį╔ŽĄ─ė═Š«į┌Ė„ė═╠’Ęų▓╝║▄ČÓĪŻė═╣▄ū„×ķ╩»ė═ķ_▓╔Ą─ųžę¬╣▄▓─Ż¼╩ął÷ąĶŪ¾┴┐╚šęµį÷┤¾Ż¼Ą½╩Ūį┌ī”▌^╔ŅĄ─ė═Š«▀Mąąķ_▓╔ĢrŻ¼ė╔ė┌ė═╣▄ūįųžį÷╝ėŻ¼ė═╣▄ĮėŅ^╠Äę¬│ą╩▄║▄┤¾Ą─└Łæ¬┴”Ż¼ę“Č°ī”ŲõÅŖČ╚ę¬Ū¾║▄Ė▀ĪŻ═¼ĢrŻ¼ė╔ė┌▓╔ė═╝╝ągĄ─ąĶ꬯¼Įø│Ż═©▀^ė═╣▄ūó╚ļĖ▀ē║╦«╗“ÜŌ¾wŻ¼ėąĢr▀ĆąĶūó╚ļ╦ßę║▀Mąą╦ß╗»╠Ä└Ēęįį÷╝ė▓╔╩š┬╩Ż¼╦∙ęįė═╣▄▀Ćę¬│ą╩▄║▄┤¾Ą─ā╚ē║┴”ĪŻę“┤╦Ż¼Į³─ĻüĒŻ¼Ė„ė═╠’▓╗āHī”ė═╣▄Ą─ąĶŪ¾┴┐ų─Ļį÷ČÓŻ¼Č°Ūęī”Ųõ┘|┴┐ę▓╠ß│÷┴╦Ė³ć└Ė±Ą─ę¬Ū¾ĪŻ
2 ┤µį┌å¢Ņ}
─│╣½╦Šėąę╗╠ū└¹ė├é„Įy└^ļŖŲ„┐žųŲĄ─ė═╣▄╔·«aŠĆŻ¼┤╦╔·«aŠĆų„ę¬ė╔ę║ē║╝ė║±ÖCĪó▓Į▀MÖCśŗĪóÜŌē║┐žųŲŽĄĮyĪóųąŅlĖąæ¬╝ė¤ßĀtĪóļŖÜŌ┐žųŲŽĄĮyĄ╚ĮM│╔ĪŻė╔ė┌įō╠ū╔·«aŠĆ═Č«aĢrķgķLŻ¼┐žųŲŽĄĮy┬õ║¾Ż¼╦∙ęįļŖÜŌŽĄĮyĮø│Ż│÷¼F╣╩šŽŻ¼įņ│╔┴╦╔·«aŠĆ═ŻÖCŻ¼ć└ųžė░Ēæ┴╦╔·«aŻ¼▓óŪęįō╠ū╔·«aŠĆø]ėąįOų├▒O┐žŽĄĮyŻ¼╣▄└Ēš▀▓╗─▄╝░Ģr╚½├µšŲ╬š╔·«aŠĆĄ─▀\ąąŪķørŻ¼įOéõĄ─▀\ąąŪķørę└┐┐╔·«aŠĆ╔Ž├┐éĆåT╣żļSĢr▀MąąÖz▓ķŻ¼╣ż╚╦ä┌äėÅŖČ╚┤¾Ż¼ļŖÜŌŽĄĮyŠSą▐┘Mė├Ė▀Ż¼░▓╚½ļ[╗╝ČÓŻ¼ęč▀h▀h▓╗─▄ØMūŃ╔·«aąĶŪ¾ĪŻę“┤╦Ż¼ī”ė═╣▄╔·«aŠĆļŖÜŌ┐žųŲŽĄĮy▀MąąĖ─įņŻ¼įOėŗę╗╠ūūįäė╗»│╠Č╚Ė▀Ą─╣żśI┐žųŲŽĄĮyŻ¼ĮĄĄ═╣ż╚╦ä┌äėÅŖČ╚Ż¼╠ßĖ▀╝ė╣żŠ½Č╚║═╝ė╣żą¦┬╩Ż¼▒ŻšŽė═╠’ķ_▓╔ųąī”ė═╣▄Ą─ąĶŪ¾│╔×ķ«öäšų«╝▒ĪŻ
3 ĘĮ░ĖįOėŗ
3.1 ▀ē▌ŗ┐žųŲ▓┐Ęų
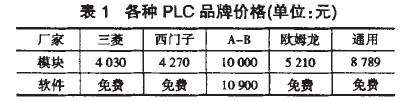
(1)─┐Ū░Ż¼╩└Įń╔Ž╔·«aPLC«aŲĘĄ─ų„ę¬Ų¾śIĘų▓╝į┌├└ć°ĪóÜWų▐║═╚š▒ŠĪŻų„ę¬Ų¾śIėą├└ć°A—B╣½╦ŠĪó═©ė├ļŖÜŌ(CE)╣½╦ŠŻ¼Ą┬ć°╬„ķTūė(SIEMENS)╣½╦ŠĪóAEG╣½╦ŠŻ¼╚š▒ŠĄ─ÜW─Ę²łĪó╚²┴ŌĄ╚ĪŻų„ę¬PLC«aŲĘĄ──ŻēKĪó▄ø╝■ārĖ±ęŖ▒Ē1ĪŻĖ∙ō■¼Fł÷ąĶŪ¾╝░Ė„╣½╦Š«aŲĘąį─▄╝░ārĖ±Ż¼▀ē▌ŗ┐žųŲ▓┐Ęų▀xō±╬„ķTūėS7—200ą═ĪŻ
(2)▓╔ė├╬„ķTūėS7—200 PLC×ķŽ┬╬╗ÖCĪŻ╦³ų„ę¬ė╔ÖC╝▄ĪóCPU─ŻēKĪóą┼╠¢─ŻēKĪó╣”─▄─ŻēKĪóĮė┐┌─ŻēKĪó═©ą┼─ŻēKĪóļŖį┤─ŻēK║═ŠÄ│╠įOéõĮM│╔Ż¼Ė„─ŻēK░▓čbį┌ÖC╝▄╔ŽŻ¼ŽĄĮyśŗ│╔║═öUš╣Č╝╩«ĘųĘĮ▒ŃŻ¼▓╗āHŠ▀ėą─ŻēK╗»Īóęūė┌Ęų▓╝īŹ¼FĪó▀\ąą┐╔┐┐Īóąįār▒╚Ė▀Ą╚ā׳cŻ¼═¼ĢrŠ▀ėą▀ē▌ŗ┼ąöÓĪóĒśą“┐žųŲĪóČ©ĢrĪóėŗöĄ║═▀\╦ŃĄ╚╣”─▄Ż¼─▄ē“┐žųŲĖ„ĘNÖCąĄ▀\äėĪŻPLCĄ─▌ö╚╦ą┼╠¢ėąķ_ĻPĪó╣╩šŽą┼╠¢Īóé„ĖąŲ„ą┼╠¢Ą╚Ż¼▌ö│÷ą┼╠¢ų„ę¬×ķ┐žųŲļŖÖCĪóļŖ┤┼ķyĪóųĖ╩Š¤¶Ą╚ĪŻ
3.2 öĄō■▓╔╝»▒O┐ž▓┐Ęų
╔·«aöĄō■▓╔╝»▒O┐ž▓┐Ęų▓╔ė├╣żśIėŗ╦ŃÖCŻ¼į┌╔·«aŠĆ╔ŽįOų├▒O┐ž╩ę▀Mąą╝»ųą▒O┐žĪŻ▒O┐ž╩ęā╚įOų├2├µ▓┘ū„╣±Īó2▓┐▒OęĢŲ„Ż¼╔·«aŠĆą┼Žó═©▀^özŽ±Ņ^Ę┤üų┴▒OęĢŲ„Ż¼▓┘ū„╚╦åT═©▀^▒OęĢŲ„ī”╔·«aŪķør▀Mąą▒O┐žŻ¼─▄ē“į┌Ą┌ę╗Ģrķg░l¼F▓ó░▓┼┼╚╦åT╝░Ģr┼┼│²╣╩šŽĪŻ
3.3 ┐žųŲŽĄĮy▄ø╝■
┐žųŲŽĄĮy▄ø╝■░³└©Ž┬╬╗ÖCPLC┐žųŲ▄ø╝■║═╔Ž╬╗ÖC╚╦ÖCĮń├µ▄ø╝■ĪŻŽ┬╬╗ÖCŠÄ│╠▄ø╝■▓╔ė├STEWŻ»V5Ż«4Ż¼ų„ę¬╣”─▄╩Ū═Ļ│╔ŽĄĮyĄ─ė▓╝■┼õų├║═ŠÄ│╠ĪŻ╔Ž╬╗ÖC▓╔ė├ĮMæB═§V6Ż«53Ż¼ų„ę¬╣”─▄╩ŪīŹ¼F╚╦ÖCĮ╗╗źĮń├µŻ¼’@╩ŠįOéõĄ─▀\ąąĀŅæBĪó▀\ąąŪķørĪó╣╩šŽĀŅæBĄ╚ą┼ŽóĪŻ
4 ŽĄĮyįOėŗ
4.1 ūāē║Ų„žō║╔ąŻ║╦
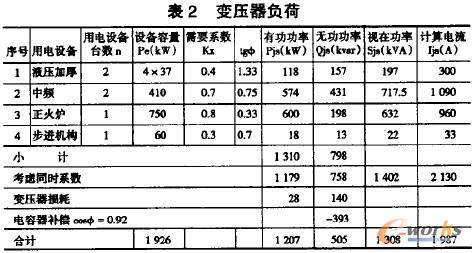
įŁ┼õļŖ╣±╣▓ėŗ5├µŻ¼ŠÄ╠¢×ķ1ō╬ę╗5#Ż¼įŁūāē║Ų„╚▌┴┐1600 kVAŻ¼ūāē║Ų„ų┴┼õļŖ╣±─Ė┼┼╩Ū2×80×8 mmŃ~─Ė┼┼(40Īµ▌d┴„┴┐2660AĪŻī”╔·«aŠĆļŖÜŌŽĄĮy▀MąąĖ─įņŻ¼ę“×ķ└¹ė├įŁėąĄ─ūāē║Ų„╝░äė┴”┼õļŖ╣±Ż¼╦∙ęįąĶę¬▀Mąąūāē║Ų„žō║╔Ą─ąŻ║╦Ż¼žō║╔ęŖ▒Ē2ĪŻ
4.2 ╣żĘ┐ļŖÜŌįOėŗ
(1)įŁėąĄ─1 600 kVAūāē║Ų„Ż¼1#(öÓ┬ĘŲ„3200A)Īóėū(¤o╣”čaāö)╝░┴ū(öÓ┬ĘŲ„1200A)┼õļŖ╣±ĪóŃ~─Ė┼┼Š∙Ę¹║Žę¬Ū¾Ż╗
(2)4#┼õļŖ╣±×ķ╦─┼_ųąŅlĖąæ¬╝ė¤ßĀt╠ß╣®ļŖį┤Ż¼5╚║┼õļŖ╣±×ķę║ē║╝ė║±ÖC╠ß╣®ļŖį┤Ż¼▀@ā╔├µ┼õļŖ╣±ā╚öÓ┬ĘŲ„▓╗Ę¹║Ž╔·«aŠĆĄ─ę¬Ū¾Ż¼ąĶ▀MąąĖ─įņĪŻ
4.3 ┐žųŲŽĄĮyįOėŗ
ę║ē║╝ė║±╔·«aŠĆ╣▄┴Ž▌ö╦═ąĶīŹ¼FūįäėĪó╩ųäė╔ŽŽ┬┴ŽŻ¼╣żčbäėū„▀^│╠ė╔PLCūįäė┐žųŲŻ¼š¹Śl╔·«aŠĆĄ─įOéõ╝»ųąė┌▒O┐ž╩ę▀Mąą▒O┐žŻ¼▓┘ū„╚╦åT┐╔═©▀^▒OęĢŲ„ė^▓ņ╔·«aŠĆĄ─╔·«aŪķørŻ¼ę“┤╦ßśī”╔Ž╩÷ę¬Ū¾▀Mąą┐žųŲŽĄĮyĄ─įOėŗĪŻ
4.3.1 ╔·«a▀^│╠┐žųŲįOėŗ
▓╔ė├╬„ķTūėS7—200ŽĄ┴ąąĪą═┐╔ŠÄ│╠┐žųŲŲ„Ż¼įōPLCŠ▀ėą│╠ą“╚▌┴┐┤¾Īó▀\ąą╦┘Č╚ēKĪóŠÄ│╠ņ`╗ŅĪóČÓĘNųąöÓŻ¼ąį─▄ā×┴╝ĪóŪęārĖ±Ą═Ą╚ā׳cĪŻ─┐Ū░┤╦ĘNŅÉą═Ą─PLCęč│╔╣”æ¬ė├ė┌ÖCąĄąąśIĖ„ĘN╔·«aŠĆŻ¼ą¦╣¹▌^╝čŻ¼┐╔ØMūŃ╣żÅSąĶŪ¾ĪŻ═¼ĢrŻ¼ųąŅl╝ė¤ßęį╝░ę║ē║╝ė║±╣ż╬╗╦═┴ŽŠ½Č╚ę¬Ū¾▌^Ė▀Ż¼ę“┤╦įOėŗā╔ĘNĘĮ░Ė▀Mąąī”▒╚ĪóĘų╬÷ĪŻĘĮ░Ėę╗Ż║┐žųŲę║ē║╝ė║±ÖC╦═┴ŽŠ½Č╚ĪŻę║ē║ÖCŪ░Č╦╝ėčb╣ŌļŖķ_ĻPŻ¼«öė═╣▄▌ö╦═ų┴ę║ē║ÖCŪ░ĢrŻ¼╣ŌļŖķ_ĻP░l│÷ĄĮ╬╗ą┼╠¢Ż¼┤╦Ģrą²▐DŠÄ┤aŲ„┴ó┐╠åóäėŻ¼«öą²▐DŠÄ┤aŲ„▀\ąąĄĮįOČ©ųĄĢrŻ¼īóą┼╠¢Ę┤üĮo▌ö╦═▌üĄ└Ż¼▌ö╦═▌üĄ└┴ó┐╠═Żų╣Ż¼┤╦Ģrė═╣▄▒╗£╩┤_╦═╚╦ę║ē║ÖC▀Mąą╝ė╣żĪŻ╝ė╣ż═Ļ«ģ║¾Ż¼Ė∙ō■ę║ē║ÖCĘ┤üą┼╠¢īóė═╣▄ūįäė╦═│÷ĄĮ╣╠Č©╬╗ų├ĪŻ
┤╦ĘĮ░Ė╦═┴ŽŠ½Č╚ė╔ą²▐DŠÄ┤aŲ„Š½Č╚║═╣ŌļŖķ_ĻPņ`├¶Č╚øQČ©Ż¼▀\▐D▀^│╠ųąć└Ė±╩▄ĄĮą²▐DŠÄ┤aŲ„─źōp┴┐Ą─Ž▐ųŲŻ¼«öŠÄ┤aŲ„ØL▌å│÷¼F─źōp¼FŽ¾ĢrąĶ╝░Ģrš{š¹ģóöĄŻ¼╚¶╬┤╝░Ģr░l¼F┤╦å¢Ņ}Ż¼ätĢ■įņ│╔╦═┴ŽķLČ╚Ų½▓ŅĪŻĘĮ░ĖČ■Ż║┐žųŲė═╣▄ųąŅlĖąæ¬╝ė¤ßĀtŪ░ī”²R╬╗ų├ęį╝░ę║ē║ÖCÖCąĄ╩ų╦═┴ŽķLČ╚ĪŻõō╣▄▒╗╦═╚ļųąŅl╝ė¤ßŪ░Ż¼╩ūŽ╚▀Mąąī”²R▓┘ū„Ż¼ī”²R▓╔ė├╣ŌļŖķ_ĻPĖąæ¬═Żų╣ĪŻ«öųąŅl╝ė¤ß═Ļ│╔║¾Ż¼═©▀^ŲĮęŲ┴║īóõō╣▄╦═╚ļę║ē║ÖC╝ė╣ż╣ż╬╗ĪŻ┤╦ĢrŻ¼ÖCąĄ╩ų▒¦Šoõō╣▄Ż¼īóõō╣▄╦═╚╦ę║ē║ÖCŻ¼ÖCąĄ╩ųįOų├╣╠Č©ąą│╠ĪŻ
┤╦ĘĮ░ĖÖCąĄ╩ų×ķ╦└ąą│╠Ż¼╦═┴ŽŠ½Č╚ų╗ę¬ć└Ė±┐žųŲ╣ŌļŖķ_ĻPņ`├¶Č╚Ż¼Č°ÖCąĄ╩ųų╗ąĶČ©Ų┌ŠSūo╝┤┐╔ĪŻ▀@ĘNĘĮ░ĖĘĮ▒ŃĪó┐╔┐┐Ī󊽣╩Ż¼ę“┤╦ę║ē║ÖCĄ─╦═┴ŽŠ½Č╚┐žųŲ▓╔ė├ĘĮ░ĖČ■ĪŻ
4.3.2 ▒O┐žŽĄĮyįOėŗ
╔Ž╬╗ÖCŽĄĮyįOėŗų„ę¬Ęų×ķŽĄĮyģóöĄĪó╣╩šŽ▒O┐žĪó╔·«aäėæBĪóļŖÖC▒O┐žĄ╚Ż¼▓┘ū„╚╦åT┐╔ęįĖ∙ō■╔·«a╣ż╦ćŻ¼ĘĮ▒ŃĄ─Ė³Ė─ģóöĄ║═▒O┐ž¼Fł÷╔·«a▀\ąąŪķørĪŻ▀xė├ĮMæB═§V6Ż«53įOėŗ╚╦ÖCĮ╗╗źĮń├µŻ¼═©▀^Įń├µ┐╔▓ķįāųąŅl═Ė¤ßĀtĄ─╝ė¤ß£žČ╚Īó╝ė¤ßĢrķgĪóåó═ŻĀŅæBęį╝░ųąŅlļŖē║ĪŻīóųąŅl═Ė¤ßĀtĄ─▓┘ū„├µ░Õ▐DĮėų┴╚╦ÖCĮ╗╗źĮń├µ╔ŽŻ¼┐╔įOų├ųąŅl═Ė¤ßĀtĄ─ŽÓĻPģóöĄęį╝░▒O┐ž╔·«aŠĆįOéõĄ─▀\ąąĀŅæBĪŻ▓┘ū„├µ░Õ▓╔╝»ĄĮĄ─ą┼╠¢Ę┤üų┴PLCŻ¼PLCį┘ī”╔·«aŠĆĖ„įOéõ▀Mąą┐žųŲ▓┘ū„ĪŻį┌ā╔┼_ę║ē║ÖCĪó4┼_ųąŅl═Ė¤ßĀtęį╝░š¹Śl╔·«aŠĆ░▓čbözŽ±Ņ^Ż¼▒O┐žĖ„éĆ╣ż╬╗╣żū„ŪķørĪŻ▒O┐ž╩ęįOų├ŽÓæ¬Ą─Įė╩šįOéõŻ¼īóözŽ±Ņ^▓╔╝»ĄĮĄ─ą┼ŽóĘ┤æ¬ė┌▒O┐ž╩ęĄ─’@╩ŠŲ┴╔ŽŻ¼īŹ¼F╔·«aŠĆ▀h│╠┐žųŲĪó╝»ųą┐žųŲŻ¼ĘĮ▒Ń▓┘ū„╚╦åT╝░Ģr░l¼FĪó┼┼│²╣╩šŽŻ¼▒ŻūC╔·«aŠĆĄ─š²│Ż▀\ąąĪŻ
5 ĮY╩°šZ
ūįų„įOėŗĄ─╣żśI┐žųŲŽĄĮy╠µ┤·é„Įy└^ļŖŲ„┐žųŲŽĄĮy║¾Ż¼▓┘ū„╚╦åT─▄Ė∙ō■▓┘ū„Ų┴Ę┤üĄ─ą┼Žó╝░ęĢŅlŽĄĮyųą’@╩ŠĄ─ą┼ŽóŻ¼ī”╔·«aŠĆ▀Mąą╔·«a▒O┐ž╝░╣╩šŽ┼┼│²ĪŻ┐žųŲŽĄĮy▓┘ū„Įń├µėč║├Ż¼▀\ąą░▓╚½┐╔┐┐Ż¼¼Fł÷▒O┐žę╗─┐┴╦╚╗Ż¼▓╗āHĮĄĄ═┴╦╣ż╚╦ä┌äėÅŖČ╚Ż¼£p╔┘┴╦ŠSą▐┤╬öĄŻ¼╣Ø╩Ī┴╦įOėŗ┘Mė├20ČÓ╚fį¬Ż¼├┐─Ļ▀Ć┐╔╣Ø╩Ī╚╦╣ż│╔▒Š╝s30╚fį¬Ż¼Š▀ėą’@ų°Ą─ĮøØ·ą¦ęµĪŻ
║╦ą─ĻPūóŻ║═ž▓ĮERPŽĄĮyŲĮ┼_╩ŪĖ▓╔w┴╦▒ŖČÓĄ─śIäšŅIė“ĪóąąśIæ¬ė├Ż¼╠N║Ł┴╦žSĖ╗Ą─ERP╣▄└Ē╦╝ŽļŻ¼╝»│╔┴╦ERP▄ø╝■śIäš╣▄└Ē└Ē─ŅŻ¼╣”─▄╔µ╝░╣®æ¬µ£Īó│╔▒ŠĪóųŲįņĪóCRMĪóHRĄ╚▒ŖČÓśIäšŅIė“Ą─╣▄└ĒŻ¼╚½├µ║Ł╔w┴╦Ų¾śIĻPūóERP╣▄└ĒŽĄĮyĄ─║╦ą─ŅIė“Ż¼╩Ū▒ŖČÓųąąĪŲ¾śIą┼Žó╗»Į©įO╩ū▀xĄ─ERP╣▄└Ē▄ø╝■ą┼┘ćŲĘ┼ŲĪŻ
▐D▌dšłūó├„│÷╠ÄŻ║═ž▓ĮERP┘YėŹŠWhttp://m.lukmueng.com/
▒Š╬─ś╦Ņ}Ż║╔·«aŠĆ╣żśI┐žųŲŽĄĮyĄ─įOėŗ
▒Š╬─ŠWųĘŻ║http://m.lukmueng.com/html/solutions/1401939990.html